1. 引言
GDX500条盒透明纸CV端面折叠工作原理如图1所示:① 第一提升器1将条烟盒向上顶升,条烟盒连同透明纸一起顶升至水平通道,完成条盒透明纸的“∩”形折叠。② 水平通道上的一副活动折角器开始端面第一折,即两端前角c面和沿长度方向上的包折。③ 推送器把条烟盒向前推一步,借助于固定折角器完成端面方向上的第二折即两端后角d面折叠。④ 由螺旋线板4完成端面第三折即两端下短边e面折叠。此时,处于条烟盒下部位置的长边烙铁5对透明纸条烟盒的长边进行烙烫热封。⑤ 条烟盒到了机器第二次上升位置,当等二提升器把条烟盒送到端面封口位置时,两个侧壁完成条烟盒端面第四折即两端上短边f面折叠,并被送至机器的输出通道。在该输出通道上,推条器将该透明纸条烟盒平推向前,通道两侧的电烙铁定时地对条烟盒的两端面进行加热加压,以完成透明纸条烟盒端面的热封 [1] 。至此,机器完成了条外透明纸的包装。

Figure 1. The local structure diagram of GDX500 film packaging machine
图1. GDX500条透明纸包装机的局部结构示意图
GDX500包装机CV条透明纸包装机的包装成型是在透明质提升、平移、再提升、再平移的多层运动中逐一完成条透明质的折叠与热封,条盒透明纸两端的下端采用螺旋折叠方式完成,上端部在第二提升器向上提升条盒过程中,固定折叠器向下折叠透明纸 [2] 。由于条盒在透明纸成形通道中移动的冲击,使上、下两端透明纸的折叠不在同一直线上,下方向折角易向下移位造成底边“拖尾”,透明纸两端的折角产生泡松、皱折等缺陷,严重影响条盒的产品外观表面质量 [3] 。
2. 存在问题及原因分析
本文在2017年3月6日~10日对D6#-D10#五台GDX500包装机条透明纸端部缺陷率的问题进行了调查统计,统计结果如表1所示。

Table 1. Statistical of defect rates at the end of film in GDX500r from 6 to 10 March 2017
表1. 2017年3月6日~10日GDX500条透明纸端部缺陷率统计表
为了进一步找出GDX500包装机条透明纸端部缺陷情况产生的症结所在,本文对上述2017年3月6日~10日对D6#-D10#五台GDX500包装机条透明纸端部缺陷率的情况进行了分类统计,统计结果如表2所示:
从表中可以看出:2017年3月3月6日~10日,GDX500包装机条透明纸端部平均缺陷率达到0.548%,而条透明纸两端下短边e面折叠缺陷所占比例高达69.35%,是GDX500包装机条透明纸端部缺陷率较高的主要症结。
条盒透明纸两端的下端采用螺旋折叠方式完成,上端部在第二提升器向上提升条盒过程中,固定折叠器向下折叠透明纸,由于条盒在透明纸成形通道中移动的冲击,当烟条快速提升时,刚折叠好的烟条端部下短边透明纸容易反弹,上行中折叠时向下挤压的缘故,所以下短边e面易向下移位造成底边产生“拖尾” [4] 。本文对D6#-D10#GDX500包装机下短边e面“拖尾”烟条进行了统计,结果如表3所示。
Table 2. Statistical tables of folding defects at the end of film GDX500
表2. GDX500条透明纸端部折叠缺陷分类统计表
Table 3. Number of “trailing” cigarette strips on the lower side of the e plane
表3. 下短边e面“拖尾”烟条数
通过调查结果可以看出,GDX500包装机下短边e面“拖尾”的烟条明显存在且偏高,因此可以断定烟条在被第二提升器提升中折叠时,提升通道向下挤压下短边e面使其向下移位造成底边产生“拖尾”,造成条透明纸端部缺陷,是造成条透明纸下短边缺陷这一主要症结的主要原因。
3. 改进方法
为了解决“第二提升通道对下短边e面挤压”导致下短边折角e易向下移位造成底边“拖尾”这一主要原因,小组提出了采用一对上、下螺旋折叠片组成的双螺旋成型面在水平折叠通道分别完成上、下折角的折叠,同时在两螺旋折叠面之间增加了衬板的新型条盒透明纸端面螺旋折叠装置,使烟条端部透明纸在水平折叠通道就完成条透明纸的完全折叠并保持压紧状态,以便第二提升器提升 [5] 。
此新型条盒透明纸端面螺旋折叠装置的折叠原理:① 第一提升器将条烟盒向上顶升,条烟盒连同透明纸一起顶升至水平通道,完成条盒透明纸的“∩”形折叠;② 水平通道上的一副活动折角器开始端面第一折,即c面和沿长度方向上的包折。③ 推送器把条烟盒向前推一步,借助于折角导向块完成端面方向上的第二折即d面。④ 平移二工位由e面折叠片完成两端下短边e面折叠。⑤ 平移三工位由f面折叠片完成条透明纸两端上短边f面折叠并保持压紧,到达第二提升位置时已完成条盒透明纸的包装。
3.1. 端部折叠装置设计
1) 折角导向块
折角导向块用于配合活动折角器折出被推送的烟条条透明纸的两端前角c面和后角d面;折角导向块前端部截面为梯形,且小口朝向条烟盒进口方向。如图2所示。
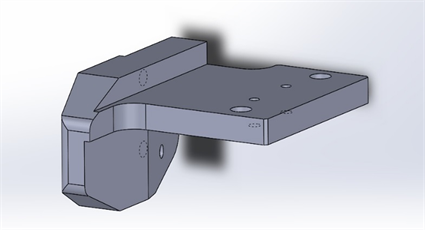
Figure 2. Schematic diagram of corner guide block
图2. 折角导向块结构示意图
2) 折角刀板
折角刀板包括长方体状的折角本体1和其上具有圆弧面的切口2。折角刀板厚度为6毫米。如图3所示。
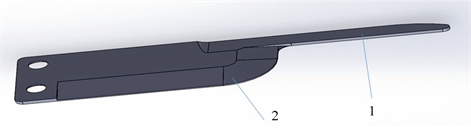
Figure 3. Structure diagram of folding blade
图3. 折叠刀片结构示意图
3) e面折叠片
e面折叠片上具有一上螺旋折叠面3,上螺旋折叠面3向上延伸至与折角刀板的切口2等高,用于折叠烟条条透明纸两端下短边e面。如图4所示。

Figure 4. Structure diagram of e-plane folding sheet
图4. e面折叠片结构示意图
4) f面折叠片
f面折叠片上具有一斜面5和一下螺旋折叠面4,斜面5与f面折叠片本体间的夹角为20度。上螺旋折叠面3和下螺旋折叠面4与折角刀板之间留有间隙,长度与升角保证能将两端下短边e面和上短边f面折叠完毕。如图5所示。
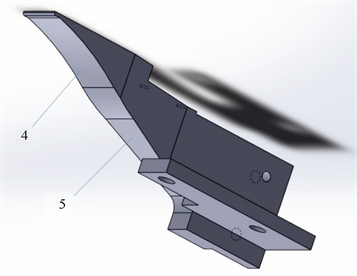
Figure 5. Structure diagram of f-plane folding sheet
图5. f面折叠片结构示意图
3.2. 改进方案可行性分析
对改进后折角器建立模型,运用ANSYS进行模态仿真时,模型的建立有两种方法。一种是运用SolidWorks软件完成三维模型的建立,然后将模型转换为stp格式导入ANSYS软件;另外一种是直接在ANSYS经典GUI界面中建立三维模 [6] 。本文选择运用SolidWorks软件建立三维模型,如图6所示。

Figure 6. Improved post-folding device model
图6. 改进后折叠装置模型
对折角器进行网格划分,为确保计算结果的准确性,设置网格单元长度为1 mm,如图7所示。计算得到改进后折角器的固有频率为769.1 HZ远大于机器运行时的激振频率50 HZ,改进后折角器在使用中不会发生共振,其固有频率满足使用要求 [7] ,如图8所示。
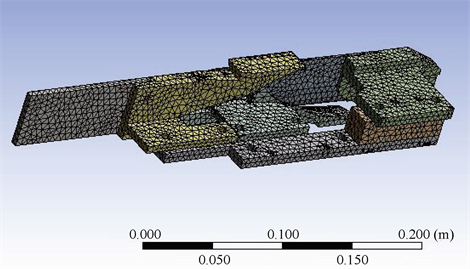
Figure 7. Improved post-folding device network partition
图7. 改进后折叠装置网络划分

Figure 8. Results of simulation analysis of improved folding device
图8. 改进后折叠装置摸态分析结果
3.3. 效果检查
完成条透明纸端部折叠装置加工后,将加工完成的部件安装于D6#-D8#GDX500包装机上。为了进一步检验改进后条透明纸端部折叠装置的有效性,本文在2017年10月份对D6#-D8#GDX500包装机条透明纸端部折叠缺陷情况进行了统计,统计结果如表4。
通过上述统计数据,改造后D6#-D8#GDX500包装机条透明纸端部折叠平均缺陷率为0.178%,大大降低了GDX500包装机条透明纸端部缺陷率,满足车间对设备的要求,此装置实施有效。
4. 结论
本文紧紧围绕GDX500包装机组条透明纸端部缺陷率高的问题,从设备的结构、条透明纸端部折叠原理和特点进行分析,分析出条透明纸端部缺陷率高不合理的原因并进行改造,采用一对上、下螺旋折
Table 4. Statistical of end defects of film at D6#-D8# in October
表4. D6#~D8#10月份条透明纸端部缺陷统计表
叠片组成的双螺旋成型面在水平折叠通道分别完成上、下折角的折叠,同时在两螺旋折叠面之间增加了衬板的新型条盒透明纸端面螺旋折叠装置,使烟条端部透明纸在水平折叠通道就完成条透明纸的完全折叠并保持压紧状态,以便第二提升器提升。改造后,GDX500包装机条透明纸端部缺陷率由0.548%/台/天降低为0.178%/台/天,条透明纸端部缺陷问题得到了有效的控制,降低了原辅材料消耗,有效地保障了产品的质量,提高了产品合格率,保证了不合格品不流入市场,大大提升了卷烟产品的品牌形象。