1. 引言
Q235钢种由于其含碳量适中,生产成本较低,综合性能较好,能够满足大多数建筑工程需求,近年来被得到广泛的应用。高洁净度、良好质量的连铸坯是炼钢厂追求的目标,而连铸坯的质量与二冷配水是否合理密切相关 [1]。
二冷区的冷却不均往往会加剧铸坯偏离角部区域的凹陷,甚至导致纵裂,特别是矩形坯因其宽窄面尺寸的差异,容易引起坯壳收缩量的差异,进而导致中间裂纹的产生 [2];另一方面,横断面上的冷却不均会引起铸坯的形状缺陷,较大的凝固差异会进一步加剧铸坯裂纹的扩展 [3]。因此配水制度的选择非常重要,而喷嘴类型的选择以及喷嘴的喷淋效果是配水调控的关键。
针对北方某钢厂生产的Q235钢种,320 mm × 410 mm矩形坯遇到铸坯质量问题,进行系统取样和低倍酸洗试验,分析钢种缺陷的成因。对喷嘴进行性能测试并运用有限元方法系统分析铸坯的凝固特性,在此基础上优化二冷配水方案,可以减少铸坯缺陷问题的发生。
2. 矩形坯质量缺陷
利用热酸蚀低倍检测方法分析缺陷类型,如图1~4所示。观察发现矩形坯存在角部过冷、中心疏松等缺陷,铸坯不同程度地存在鼓肚、中心缩孔、中心裂纹、偏离角部裂纹和外弧边长较长等问题。
对铸坯内部缺陷分析并结合生产和科研实践认为,缩孔产生的原因应是二冷区冷却强度不够、喷嘴喷水量不足;发生在偏离角部和中心部位裂纹,产生原因应考虑结晶器锥度较小及二冷配水不良的问题,尤其是水流密度分布不均匀,容易造成角部过冷或铸坯侧面和弧面冷却差异过大 [4]。分析矩形坯存在的质量问题并结合现场生产条件,认为应对二冷喷嘴进行详细测试,对铸坯凝固冷却制度进行全程跟踪和研究。
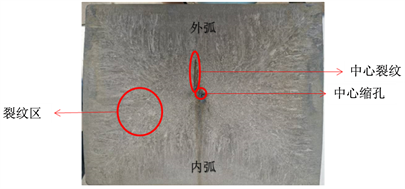
Figure 1. Overall appearance after pickling
图1. 酸洗后整体形貌
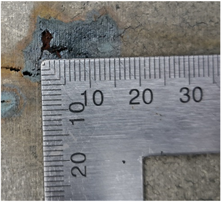
Figure 3. Central shrinkage cavity morphology
图3. 中心缩孔形貌
3. 测试实验方案
3.1. 实验设备及测试原理
采用实验室自主研制的多功能喷嘴测试系统对连铸机二冷段喷嘴进行冷态性能测试,系统如图5所示。该系统包括供水系统、空气压缩输送装置、测试平台、电脑辅助软件。供水系统提供喷嘴测试所需压力的水量,空气压缩输送装置为喷嘴测试提供压缩空气,供水系统与空气压缩输送装置通过气动两联件连接,测试平台包括喷嘴移动装置、集水槽、储水箱以及控制面板。
设备测试原理为因喷嘴流量型号不同,进入集水槽内水柱高度、宽度不同,根据水柱高度、喷射宽度、测试时间等可计算出喷嘴流量、喷射角度及水流量分布情况。
喷嘴的喷射角公式 [5]:
(1)
式中:
α——喷嘴喷射角度,单位为度(˚);
W1——相当于喷嘴中心轴线左侧的有效喷射宽度,单位为毫米(mm);
H——喷嘴的喷口端面至检测面的垂直距离,单位为毫米(mm);
W2——相当于喷嘴中心轴线右侧的有效喷射宽度,单位为毫米(mm)。
3.2. 喷嘴性能测试结果分析
测试的主要喷嘴型号为水喷嘴3/8PZ98120B1 (简称98120)、3/8PZ59120B1 (简称59120),气水喷嘴型号为PZWH3.0-9030ZZ (简称3.0-90/30)、PZWH2.3-9030ZZ (简称2.3-90/30)。两种气水喷嘴所用底座型号为W10/090/C30-35-27 (简称C30-35-27)、W10/090/C30-27-20 (简称C30-27-20),测试喷嘴及底座如图6所示。实验主要对二冷用全水喷嘴、气水雾化喷嘴在不同气压和不同水压下,测试喷嘴的水流量、分布以及喷射角。其中水喷嘴型号98120的测试时间为1.5分钟,水喷嘴型号59120的测试时间为2分钟。气水喷嘴的测试时间为3分钟。
表1为喷嘴在各工况下的测试结果及国家标准。由表可以看出,四种喷嘴在国标情况(水压:0.2 MPa,气压:0.2 MPa)下进行试验,59120、98120、3.0-90/30三种喷嘴喷射角度和水流量均与国家标准不符,出现负偏差;2.9-90/30喷射角度为负偏差,喷嘴水量出现正偏差。

Table 1. Test results and national standards of nozzles under various working conditions
表1. 喷嘴在各工况下的测试结果及国家标准
4. 凝固温度场计算及二冷区配水调整方案
为进一步研究矩形坯产生裂纹等质量问题的原因,开展凝固过程温度场计算。铸坯的断面尺寸为320 × 410 mm,据铸坯的对称性,为简化计算只选取1/4铸坯断面进行分 [1] [6]。计算中所需要的参数见表2和表3,钢种的固相线温度为1451℃,液相线温度为1516℃。图7为1/4铸坯断面尺寸和计算中采用的网格划分。图8为有限元模拟计算得出的实测配水表优化前拉速为0.76 m/min,浇注温度1544℃的温度历程图。
Table 2. Chemical composition of Q235 (%)
表2. Q235化学成分(%)
Table 3. Parameters required for Q235 temperature calculation
表3. Q235温度计算所需参数

Figure 8. Temperature history diagram before optimization
图8. 优化前的温度历程图
根据酸洗低倍分析、二冷水喷嘴测试的情况、温度场模拟结果并结合企业生产实际情况,发现二冷区的足辊段的水量较少,出结晶器后铸坯表面回温较大,一段水量较大,使铸坯表面温度降低较快,这样易产生中间裂纹,扩大角部裂纹。外弧和侧面冷却水的冷却效果较差,易造成铸坯外弧边长和角部裂纹的产生 [7]。
综合分析测试和计算模拟,提出如下优化方案:及时更换二冷区的喷嘴;在足辊段宽面和窄面增加水量;一区宽面和窄面减少水量、一区外弧、二区外弧、二区窄面、三区外弧、三区窄面、四区外弧、四区窄面均增加水量,经反复开展配水优化计算,调整后的水表如表4所示。图9为优化后铸坯温度历程图。
Table 4. Comparison of water distribution meter and raw water meter after 320 × 410 mm2 rectangular billet adjustment
表4. 320 × 410 mm2矩形坯调整后的配水表与原水表对比

Figure 9. Temperature history after optimization
图9. 优化后的温度历程图
由图9可知,足辊段水量增加后,铸坯表面最高返温由原来的138℃减低到了119℃,足辊段的返温得到了一定程度控制 [8]。二冷各段配水制度调整以后,铸坯凝固过程均匀平缓,温度波动减缓,宽窄面、内外弧温差明显减小。
喷嘴和二冷水制度进行优化后,铸坯表面质量得到了明显的改善,没有明显的鼓肚变形。铸坯中心缩孔、中心裂纹、偏离角部裂纹和外弧边长较长等问题已经得到了明显的改善。
5. 结论
为解决矩形坯生产过程中出现的内部质量和表面质量问题,开展了二冷喷嘴的冷态性能测试,对连铸坯凝固过程温度场进行了计算模拟。得出如下结论:
1) 通过进行酸洗低倍实验,发现矩形连铸坯存在中心裂纹及中心缩孔、偏离角部裂纹和中间裂纹、鼓肚及铸坯外弧边长增长等缺陷。
2) 经测试四类喷嘴59120、98120、3.0-90/30,其中三类喷嘴喷射角度和水流量均不符合国家标准,出现负偏差,2.9-90/30喷射角度为负偏差,喷嘴水量出现正偏差。
3) 连铸坯凝固过程温度场计算表明,铸坯足辊段水量较少,表面最高返温为138℃,返温偏高。一段水量较大,铸坯表面温度降低较快。根据喷嘴测试和温度场分析结果,确立了优化方案。
4) 优化后,铸坯表面质量得到了明显的改善,鼓肚变形问题消失。中心缩孔、中心裂纹、偏离角部裂纹和外弧边长增长等问题得到明显的改善。
基金项目
河北省自然科学基金资助项目(E2020209036);国家自然科学基金青年科学基金项目(52004093);河北省钢铁联合基金资助项目(E2018209195);唐山市科技计划项目(20130213b)。
NOTES
*通讯作者。