1. 引言
YB28包装机小盒外观质量检测由出口剔除站的烟包视觉成像系统完成,当成像系统检测到存在外观缺陷的烟包时,发出信号控制机械旋转剔除装置将目标烟包剔除。在生产过程中,出口剔除站剔除的商标纸底部不粘烟包数量过多,占所有剔除的不合格烟包比例最高 [1] 。由于机械旋转剔除装置工作频繁,导致出口剔除站夹烟频次也随之增加,造成设备有效利用率降低,原辅材料消耗升高。为降低商标纸底部不粘缺陷率,本文经过原因分析,对策制定、实施等过程解决了YB28包装机商标纸底部不粘这一主要质量问题,设计了一种由安装座导向板、安装座、加热器、温控器组成的新型商标纸底部加热成型装置。
2. 问题分析
2.1. 存在问题
本文在2021年3月8日~12日对B1#~B8#共计8台YB28包装机的底部不粘烟包平均单班缺陷率进行了调查统计,统计结果如表1所示。

Table 1. Bottom non-stick average single shift defect rate statistical table
表1. 底部不粘平均单班缺陷率统计表
从表格看出:YB28包装机商标纸底部不粘质量缺陷问题突出,机组平均单班缺陷率达到0.4167%。
2.2. 原因分析
商标纸底部干燥成型是由第三轮加热器完成烟包的初步干燥定型,再由烟包提升通道完成最终干燥。第三轮加热器由涡流加热板和挡纸条两部分组成。挡纸条安装在三号轮凸轮盘上,随三号轮转动,涡流加热板固定在三号轮传动箱体基座上,挡纸条转动到加热板范围内时被涡流加热升温,温度在50℃~60℃之间 [2] 。烟包从固定挡板出来后,挡纸条按压住商标纸底部,防止商标纸底部散开,同时加热好的挡纸条对烟包底部胶点进行干燥,由此确保商标纸底部正确干燥成型。在此过程中,挡纸条同时起到按压和干燥的作用。
三号轮共有36个盒模,每个盒模对应一根挡纸条,图1是三号轮局部机械结构图,图中110即为挡纸条。由于挡纸条需要被加热,要求挡纸条的材质具有一定导热性。同时,挡纸条在运行过程中会与坏包发生碰撞挤压,为防止挡纸条断裂后打坏设备,要求挡纸条选用的材料具备一定的韧性、塑性。
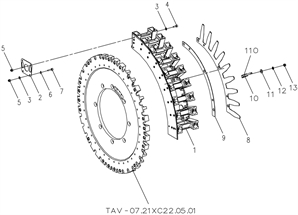
Figure 1. Partial mechanical structure of Wheel 3
图1. 三号轮局部机械结构图
在实际生产中,由于挡纸条材料硬度不高,受到坏包挤压时容易发生变形。挡纸条变形后与商标纸底部胶点的相对位置不正确,无法为商标纸底部提供正确的按压力及干燥效果,造成商标纸底部不粘。本文对B3#YB28包装机的三号轮挡纸条与烟包底部相对位置情况进行检查,检查发现相对位置不合格挡纸条占比41.67%,在这些盒模中挡纸条已经失效,导致商标纸底部不粘问题突出,统计结果如图2所示。
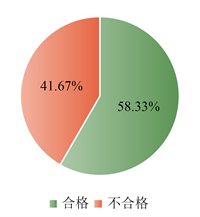
Figure 2. Statistical diagram of the relative position of the stopper strip and the bottom of the cigarette pack
图2. 挡纸条与烟包底部相对位置情况统计图
3. 改进方法
为了解决挡纸条变形后与烟包底部相对位置不正确导致的商标纸底部不粘这一问题,本文提出了重新设计一种不需要挡纸条的底部加热成型装置来实现商标纸底部形状保持和干燥的功能,以消除挡纸条这一易损件对烟包质量及设备使用成本的不利影响。
3.1. 结构组成
新型商标纸底部加热成型装置采用安装座导向板对商标纸底部进行形状保持,通过被内置加热器加热后的安装座表面直接对商标纸底部胶点进行干燥,以此完成商标纸底部的形状保持和加热成型。
新型商标纸底部加热成型装置的工作原理 [3] [4] :
(1) 内置加热器将安装座工作表面加热升温到50℃~60℃范围内;
(2) 安装座导向板接过从商标纸第四折叠器出来的烟包,挡住商标纸底部不散开,直到烟包运行到安装座工作面;
(3) 安装座工作面对商标纸底部进行加热干燥;
(4) 加热器温度由温度传感器检测、控制;
(5) 安装座工作面与烟包底部的间距通过调整垫片调整。
新型商标纸底部加热成型装置结构组成如图3所示。
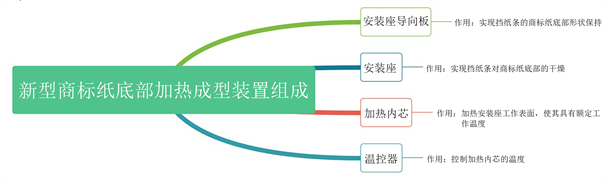
Figure 3. Composition diagram of the heating forming device at the bottom of the new trademark paper
图3. 新型商标纸底部加热成型装置组成示意图
3.2. 安装座导向板的设计
安装座导向板的作用是替代挡纸条对烟包底部进行形状保持,所以安装座导向板的工作面长度要覆盖烟包从商标纸第四折叠器出来后到安装座工作面的距离。
改造前的导向板工作面与安装座工作面之间距离49 mm,烟包从导向板工作面出来后,由挡纸条按压住商标纸底部,防止商标纸底部散开。取消挡纸条后将安装座导向板工作面长度加长,覆盖烟包从商标纸第四折叠器出来后到安装座工作面的距离,并使导向板工作面与安装座工作面之间有2 mm的间隙。为此我们将安装座导向板工作面长度从12 mm增加到58 mm。改造后的安装座导向板的工作面形状类比改造前形状,且安装方式未发生变化。
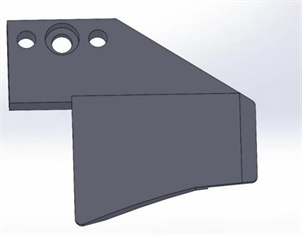
Figure 4. Three-dimensional diagram of mounting base guide plate
图4. 安装座导向板三维图
安装座导向板如图4所示。
3.3. 安装座的设计
安装座的作用:
承载加热器;
加热的工作表面对商标纸底部进行干燥。
在安装座上铣出放置加热器的凹槽,凹槽形状及尺寸大小根据选用的加热器设计。
根据三号轮外圆弧面和烟包的运动轨迹设计安装座的工作表面形状,同时对烟包进入安装座工作表面的一侧进行倒角处理,防止烟包进入安装座工作表面时商标纸底部挂烂。
安装座工作表面使用特氟龙涂层,减少商标纸底部胶水在此积累。
安装座如图5所示。
Figure 5. Three-dimensional diagram of mounting base
图5. 安装座三维图
3.4. 加热器的选用
本文根据车间现行设备上常使用的加热器类型和型号,经过可靠性和加热功率的对比,选用260 W~110 V的加热器。
3.5. 温控器的选用
本文根据车间现行设备上常使用的温度控制器类型和型号,以满足使用要求、易维护、低成本的原则,选用C系列温度控制器。
4. 应用效果
4.1. 安装调试
将加工完成的新型商标纸底部加热成型装置安装于B3#YB28包装机上,保证安装座导向板和安装座工作面在同一平面内,同时使用不同规格的调整垫片对安装座工作表面离烟包底部距离反复调整。通过反复调试验证,安装座工作表面离烟包底部距离为0.4~0.7 mm之间干燥效果达到预期。
新型商标纸底部加热成型装置的温度设定参照改造前烟包底部干燥温度要求,设定为50℃~60℃。改造前后商标纸底部加热成型装置如表2所示。
Table 2. Comparison of heating forming devices at the bottom of trademark paper before and after modification
表2. 改造前后商标纸底部加热成型装置对比示意表
4.2. 数据分析
将新型商标纸底部加热成型装置安装在B3#YB28包装机上投入生产后,本文于2021年7月对B3#YB28包装机商标纸底部不粘平均单班缺陷率进行统计。统计发现,改造后商标纸底部不粘平均单班缺陷率为0.1278%,如表3所示。
Table 3. Statistical table of the average single shift defect rate of B3# bottom non-stick after improvement
表3. 改进后B3#底部不粘平均单班缺陷率统计表
新型商标纸底部加热成型装置的应用将商标纸底部不粘平均单班缺陷率由0.4167%降低到0.1278%,如图6所示。
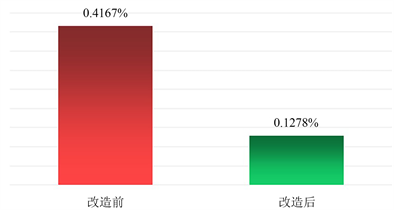
Figure 6. Comparison of the average single-shift defect rate of non-stick label paper bottoms before and after transformation
图6. 改造前、后商标纸底部不粘平均单班缺陷率对比图
5. 结论
本文设计了一种新型商标纸底部加热成型装置,在YB28包装机上是首次应用,取消了原机的商标纸底部挡纸条,解决了商标纸底部不粘的大部分问题,降低了配件成本、辅料成本,提高了YB28包装机的生产效率。同时该装置易于加工和安装,无需保养维护,在生产过程中未产生其它烟包质量问题或设备故障,应用效果良好。