摘要:
为解决YF17卷烟存储输送系统人工手动作业方式捧托着烟支进行排空造成的烟支浪费、操作人员存在坠落和头部撞击安全生产隐患等问题,设计了YF17卷烟存储输送系统烟支自动排空装置。该装置主要由托烟块、自动排空按钮、提升机顶部检测器、烟支排空检测器、推送杆和收纳箱等部件组成,通过PLC控制程序实现烟支的自动排空操作。结果表明:改进后实现了烟支的自动排空,每年每台YF17卷烟存储输送系统设备,较改进前直接排空烟支和改进前人工手动排空烟支可分别节约卷烟1,255,582.5支和33,640支,有效降低了烟支消耗,提高了操作安全系数,减轻了操作人员的劳动强度。
Abstract:
In order to solve the problems of cigarette waste, falling and head impact caused by manual oper-ation of YF17 cigarette storing and conveying system for cigarette emptying, an automatic cigarette emptying device was designed. The device was mainly composed of cigarette holding bock, automatic emptying button, elevator top detector, cigarette emptying detector, push rod and storage box, realizing the automatic cigarette emptying operation by PLC control program. The results showed that the automatic cigarette emptying was realized after the improvement. Each YF17 cigarette storing and conveying system can save 1,255,582.5 cigarettes/year and 33,640 cig-arettes/year respectively compared with the direct cigarette emptying and the manual cigarette emptying. This device effectively reduces the consumption of cigarettes, improves the safety factor of operation, and reduces the labor intensity of operators.
1. 引言
YF17卷烟存储输送系统用于将卷烟机生产出的烟支整齐平稳、完好无缺地输送给包装机,并具有存储和缓冲调节功能,以取代装盘机、卸盘机和手工作业,使卷接包装设备实现自动化和智能化生产 [1]。卷烟生产末班收尾需要将YF17卷烟存储输送系统里的烟支进行排空,否则会影响烟支的含水率,而烟支含水率则直接影响卷烟的吸食品质和存储期限 [2]。但目前在对YF17卷烟存储输送系统进行烟支排空操作时,烟支在其提升机处上不去,而仍采用手动作业方式捧托着烟支进行排空,造成烟支浪费、操作人员存在坠落和头部撞击安全生产隐患等问题。近年来,对YF17卷烟存储输送系统的改进进行了一研究,胡伟,王江华 [3] 对YF17卷烟存储输送系统提升通道的弧形板进行了改进,减少了在弧形导向板处的皱纹烟支。李文伟等 [4] 在YF17卷烟存储输送系统上设计了一套出料口辅助装置,实现了烟支在YF17卷烟存储输送系统下降装置处的自动化下落输送。王亮等 [5] 通过在YF17卷烟存储输送系统提升机入口转弯段采用摆臂式柔性输送装置并对垂直提升段进行独立控制,实现了对烟支流量的精确控制和柔性输送,解决了烟支在提升机处输送造成的烟支下坠和皱纹烟支等问题。但对于YF17卷烟存储输送系统在其提升机处自动排空烟支尚未报道。为此,设计了一套YF17卷烟存储输送系统烟支自动排空装置,实现烟支在YF17卷烟存储输送系统提升机处的自动排空,以期降低卷烟生产原辅料消耗,同时提高生产的安全性和减轻工人的劳动强度。
2. 问题分析
YF17卷烟储存输送系统主要由提升机、高架输送器、下降装置、存储器和电控柜5大部分组成 [6]。如图1所示,提升机(1)左端连接于高架输送器(2)前端,下降装置(3)与高架输送器末端相连,存储器(4)通过连接架(5)与下降装置右端相连,并由电控柜(6)控制,从而形成一个有机的工作系统。提升机入口处与卷烟机配接,下降装置下部直接与包装机配接 [7]。
在卷烟生产过程中,为了不影响烟支的含水率,卷烟生产末班收尾需要将YF17卷烟存储输送系统里的烟支进行排空。按照已有YF17卷烟存储输送系统仪器操作,对YF17卷烟存储输送系统进行烟支直
 1.提升机; 2. 高架输送器; 3. 下降装置; 4.存储器; 5.连接架; 6.电控柜
1.提升机; 2. 高架输送器; 3. 下降装置; 4.存储器; 5.连接架; 6.电控柜
Figure 1. General structure of YF17 cigarette storing and conveying system
图1. YF17 卷烟储存输送系统总体结构图
接排空,会造成大量的烟支浪费,而目前主要采用人工辅助的方式进行烟支排,如图2所示。YF17卷烟存储输送系统进提升机顶部离地面高度在3米左右,每次采用人工手动方式进行烟支排空时都需要操作工人爬上梯子手捧托着排空烟支,一边托着烟支一边踩着梯子往上走,同时还需要将YF17卷烟存储输送系统提升机的防护门打开,将烟支捧到提升机顶部,直至完成整个过程,在整个过程中会出现大量的乱﹑废烟支而造成合格烟支的浪费。另外在整个过程中操作人员稍有不慎就会把捧着的烟支洒落一地,同时操作人员可能出现坠落和头部撞击事故。

Figure 2. Schematic diagram of manual cigarette emptying
图2. 人工手动排空烟支示意图
3. 设计方法
3.1. 装置结构
根据YF17卷烟存储输送系统的结构特点,设计制作了烟支自动排空装置。该装置在YF17卷烟存储输送系统的设备基础上加装多个部件,主要包括托烟块、自动排空按钮、提升机顶部检测器、烟支排空检测器、推送杆和收纳箱,如图3所示。
 1.提升机; 2.高架输送器; 6.电控柜; 7.烟支排空检测器; 8.推送杆; 9.收纳箱; 10.提升机顶部检测器; 11.托烟块; 101.提升机入口; 102.提升机顶部; 103.输送通道; 104.输送通道链板; 201.高架输送器末端; 601.自动排空按钮; 602.停机按钮; 901.收纳箱门锁; 902.收纳箱固定杆
1.提升机; 2.高架输送器; 6.电控柜; 7.烟支排空检测器; 8.推送杆; 9.收纳箱; 10.提升机顶部检测器; 11.托烟块; 101.提升机入口; 102.提升机顶部; 103.输送通道; 104.输送通道链板; 201.高架输送器末端; 601.自动排空按钮; 602.停机按钮; 901.收纳箱门锁; 902.收纳箱固定杆
Figure 3. Schematic diagram of automatic cigarette emptying device for YF17 cigarette storing and conveying system
图3. YF17卷烟储存输送系统烟支自动排空装置示意图
自动排空按钮(601)安装在YF17卷烟存储输送系统的电控柜(6)上;提升机(1)和高架输送器(2)共用一条输送通道链板(104),由一台减速电机驱动,利用该特性将托烟块(11)设计成独立的弹性活动块,让其放置固定在输送通道(103)两侧可以与输送通道链板保持同步运动;推送杆(8)在高架输送器的后方,具体固定位置在提升器顶部检测器(10)的左侧;收纳箱(9)通过收纳箱固定杆(902)固定在提升器的左侧;烟支排空检测器(7)和提升机顶部检测器分别安装在高架输送器末端(201)和提升机顶部(102),用于检测烟支的流动位置。
3.2. 托烟块

Figure 4. Schematic diagram of cigarette holding bock
图4. 托烟块示意图
托烟块是独立的活动块,由PVA海绵弹性材料制成,根据输送通道的宽度和输送通道链板特点,设计了托烟块的外部尺寸,长度L为138 mm,宽度W为106 mm,高度H为135 mm,如图4所示。托烟块跟输送通道接触部分的凹槽形状与输送通道链板表面的形状互补,凹槽直径为6 mm,两个凹槽之间的间距为16 mm,在进行烟支排空时可以由输送通道两侧的链板卡住而跟随链板一起上升,从而实现捧托烟支的功能。
3.3. 推送杆
推送杆的作用是实现当烟支到达提升机顶部后推出托烟块的功能,根据烟支输送通道的实际宽度和托烟块的大小,设计了推送杆的外部尺寸和推送速度,总长度L为288 mm、推送行程S为108 mm、推送杆直径为18.4 mm、推送杆挡板长104 mm、推送杆挡板高60 mm、推送杆挡板宽4 mm、推送速度为108 mm/s,如图5所示。推送杆的外部材料采用了铝合金材质,其内部安装有直流电动机,并由24 V直流电源供电,功率为20 W,推力为30 N。
3.4. 收纳箱
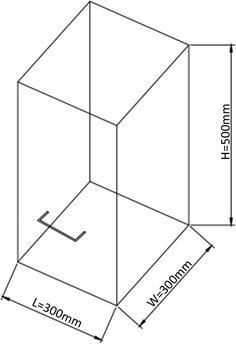
Figure 6. Schematic diagram of storage box
图6. 收纳箱示意图
收纳箱主要用于收纳将烟支捧托到提升机顶部后由推送杆推出的托烟块,因此箱体容积比托烟块大,且质量较轻易固定,故箱体材料选用了亚克力有机玻璃。在收纳箱前侧设置了一道活动门,当其处于空闲状态时通过收纳箱门锁住,当需要进行烟支排空时,可再次将托烟块取出使用。根据以上特性设计了收纳箱的外部尺寸,高度H为500 mm、长度L为300 mm、宽度W为300 mm,如图6所示。
3.5. 控制系统
依托YF17卷烟储存输送系统设备上的西门子S7-300 PLC可编程控制器,通过输入信号采集和信号处理,利用WinCC flexible SMART V3进行程序编写,再将程序烧写到西门子S7-300 PLC里 [8] [9] [10],信号输出控制实现在提升机处向上捧托烟支和排空结束后自动停机。

Figure 7. Schematic diagram of storage box
图7. 收纳箱示意图
如图7所示,当PLC收到自动排空按钮信号时,烟支在输送通道上支撑于输送通道链板运动,当烟支到达提升机入口时,将托烟块放置固定在提升机入口的输送通道上,托烟块由于自身材料特性和受输送通道两侧输送通道链板的作用力,捧托着烟支往上运动。当到达提升机顶部时,提升机顶部检测器将检测信号传送到PLC,PLC输出控制推送杆将托烟块推送至收纳箱里。此时,在高架输送器上输送通道链板支撑着烟支继续前进,当烟支排空检测器检测到烟支到达高架输送器末端时,将检测信号传送到PLC,PLC输出控制停机按钮动作,输送通道链板停止运动,从而完成烟支排空操作。其中,提升机顶部检测器和烟支排空检测器在没有按下自动排空按钮的情况下处于非工作状态,这样可以避免推送杆和停机按钮的误动作。
4. 应用效果
随机选取3台输送存储“玉溪(软)”牌号的YF17卷烟存储输送系统作为试验设备。每台机组进行3次试验,用废烟量作为指标进行统计,分别采集了改进前直接排空、改进前人工手动排空和改进后自动排空3种方式进行烟支排空的9组样本数据,结果见表1。

Table 1. Amounts of waste cigarette before and after improvement of automatic cigarette emptying device
表1. 烟支自动排空装置改进前后废烟量统计
根据表1中的数据分析可绘制装置改进前后平均废烟量统计对比图,如图8所示,每台YF17卷烟存储输送系统设备改进前直接排空烟支、改进前人工手动排空烟支和改进后自动排空烟支平均浪费的烟支分别为5025.33支、137.56支和3支。全年生产时间按250天计算,利用烟支自动排空装置进行烟支排空,每台YF17卷烟存储输送系统设备,较改进前直接排空烟支和改进前人工手动排空烟支可分别节约卷烟1255582.5支和33640支。

Figure 8. Statistical comparison of waste cigarette before and after improvement of device
图8. 装置改进前后平均废烟量统计对比
5. 结论
YF17卷烟存储输送系统烟支自动排空装置采用机电一体化设计,通过PLC程序控制,实现烟支的自动排空操作。试验结果表明,与改进前直接排空烟支相比,改进后自动排空烟支避免了大量烟支的浪费,节约了生产成本;并且与改进前人工手动排空烟支相比,改进后自动排空烟支不仅降低了烟支消耗,还解决了烟支排空过程中人工捧托上升的问题,避免了操作人员在作业中出现坠落和头部撞击的危险,提高了操作安全系数,减轻了操作人员的劳动强度,有效提升了卷烟输送存储设备的自动化水平。该装置还可以推广应用于YF12﹑YF13和YF14等卷烟存储输送系统的烟支排空处理。