1. 引言
7075铝合金作为一种Al∙Zn∙Mg∙Cu系列强化铝合金,具有高强度、良好的导热性能、耐蚀性和可焊性 [1] [2] [3] 。通常作为结构材料使用,在航天、航空、交通运输、建筑方面有着广泛的应用,通常需要涂覆漆层来保护铝合金 [4] [5] 。然而,当漆层发生机械损伤、附着失效或者鳄裂纹时,需要去除原有漆层之后,再对铝合金表面涂覆新的漆层 [6] [7] [8] 。
在工业领域,激光清洗技术已经在各个方面都得到了应用。例如清洗文物、清洗锈层、清洗油层等 [9] [10] [11] 。虽然传统机械清洗和化学清洗方法仍然被使用,但他们存在精度差、损伤基底、污染环境、清洗效率低等问题 [12] [13] [14] 。而激光清洗可以达到绿色环保、激光参数可控性、无接触式清洗、清洗效率高、成本低等优点,很好地解决了传统清洗方法存在的问题。近些年来,学者们致力于研究激光清洗过程中的烧蚀作用和应力作用,来获得更好的清洗效果。L.Y. Guo等人对于清洗铝合金表面氧化膜的传热机制进行了分析,建立了铝合金氧化膜激光清洗的三维传热和流动耦合模型,分析了不同平均功率下表面形貌的动态演化行为。形态演变主要归因于应力作用 [15] 。李志超等人通过改变不同激光通量和激光移动速度,对TA15钛合金氧化膜进行清洗,并且获得最佳的TA15钛合金表面性质 [16] 。激光清洗的机制主要为烧蚀和应力作用,但针对于这两种机制的界定不是很明确。
在本文中,针对于漆层的特性和相应的气化温度,利用有限元分析法建立纳秒脉冲激光去除铝合金表面漆层的仿真模型,通过改变纳秒脉冲激光的重复频率,观察温度变化和应力变化来确定激光清洗铝合金表面漆层的主要作用机制。
2. 纳秒脉冲激光除漆理论模型
如图1所示,建立以7075铝合金为基底,表面分别为环氧底漆、环氧清漆和醇酸漆的二维模型,当激光辐照铝合金表面漆层时,激光能量经过反射损失部分后,剩下部分被各材料层吸收,并转化为靶材内部的热传导,导致漆层表面出现烧蚀现象产生,当表面温度高于漆层气化点温度时,漆层发生气化现象,由于基底与漆层之间的热膨胀系数不同,会迅速产生较大的热膨胀压力差作用于7075铝合金和漆层之间,其中相等的且相反的发作用力会形成双向应力波,被称为热应力。当激光结束作用后,会有烧蚀漆层产生的浓烟和热应力去除产生的漆层碎片出现。在两种作用机制共同作用下,漆层将达到移除效果。
在本实验中,材料对激光的吸收为浅层吸收,可假设为面热源,故热传导方程为:
(1)
公式1中
为材料的热扩散率,
为拉普拉斯算符。
假设靶材表面热对流及辐射对流可以忽略不计,且无激光照射区域为绝热边界,则在激光照射区域
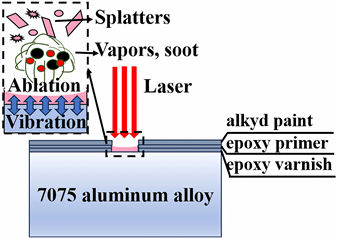
Figure 1. Schematic diagram of a nanosecond pulse laser thermal ablation paint removal model
图1. 纳秒脉冲激光热烧蚀除漆模型示意图
沿法线方向的温度梯度有:
(2)
公式2中
为靶材表面对激光的吸收比,
为激光通量。
可将材料视为表面被均匀加热的半无限大物体,此时,热传导方程为:
(3)
设作用于靶材表面的激光强度在时间上恒定不变且空间均匀分布,即:
(4)
此时,边界条件为:
(5)
式(3)和(5)的解为:
(6)
假设作用于靶材表面的激光强度在时间上恒定不变且空间均匀分布,对于脉冲激光有:
(7)
漆层在吸收激光能量后受热膨胀,热致膨胀在三层系统中均产生,并都存在应变,该应变导致出现材料应力。在模型中,对于清洗有意义的膨胀应变和应力在坐标的z方向上。在系统材料为各向同性的情况下,应力只需研究z方向的分量。单位面积的热应力可表示为:
(8)
其中,Y为杨氏模量,
为应变。由于z方向上热致膨胀的长度:
(9)
因此
(10)
当漆层的离应力超过了粘附力,达到漆层去除效果:
(11)
公式9中,F为漆层与基底之间的吸附力,z为漆层与7075铝合金交界处的实际距离,其取值为1×10-9m,h12为漆层和7075铝合金的范德瓦尔斯常数,其计算公式为:
(12)
公式10中,A12为漆层和7075铝合金相互接触的Hamaker系数,
得到漆层于7075铝合金基底的吸附力公式为:
(13)
根据理论公式计算,漆层于7075铝合金基底之间的吸附力约为1.14 × 108 N/m2。
3. 仿真研究结果与分析
仿真中,为了凸显脉冲重复频率对除漆作用机制的界定,激光参数如表1所示。

Table 1. Simulation model laser parameters
表1. 仿真模型激光参数
3.1. 脉冲激光除漆温度仿真分析
如图2所示,Tv为漆层气化温度1131 K,当脉冲重复频率为10 Hz、8 Hz和6 Hz时,由于脉冲间隔较短,温度热累计作用加强,导致温度升高超过漆层气化点,漆层主要去除作用主要通过热烧蚀作用,当脉冲重复频率为4 Hz、2 Hz时,热累计作用不明显,没有超过漆层气化点。漆层去除主要去除机制为应力去除。
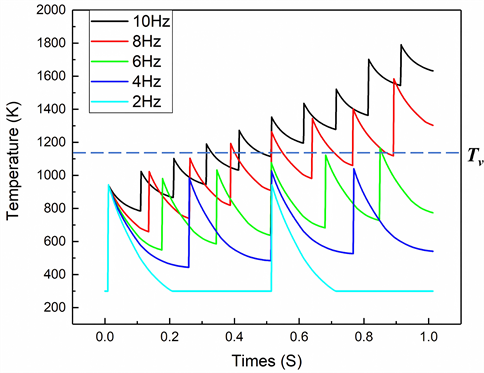
Figure 2. Temperature variation trend over time at different repetition frequencies
图2. 不同重复频率下温度随时间变化趋势
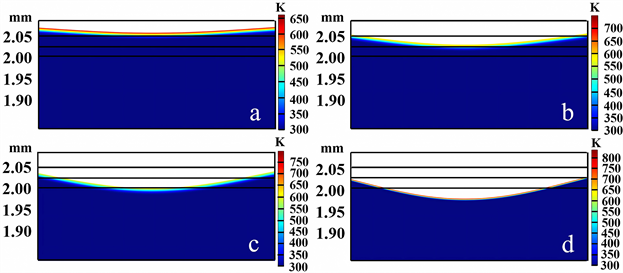
Figure 3. Removing depth changes at different repetition rates (a) 2 Hz (b) 4 Hz (c) 6 Hz (d) 8 Hz
图3. 不同重复频率下去除深度变化 (a) 2 Hz (b) 4 Hz (c) 6 Hz (d)8 Hz
如图3(a)、图3(b)所示,当漆层去除机制主要为应力去除时表面漆层仍有残留,去除效果不明显,这是因为表面所达到温度低于漆层气化点,并且不发生相变。清洁力也就低于吸附力。如图3(c)、图3(d)所示表面温度超过铝合金表面漆层的气化点,使得漆层表面被热烧蚀作用去除,从而产生良好的清洁效果。
3.2. 脉冲激光除漆应力仿真分析
如图4所示,Fd是通过理论计算得出的漆层与7075铝合金表面吸附力1.14 × 108 N/m2,当脉冲重复频率为4 Hz时由于温差起伏较大,导致温度梯度存在较大,由于漆层和7075铝合金之间热膨胀系数不同,在它们表面之间产生了较大的应力差。这个应力差值大于漆层与7075铝合金表面吸附力Fd,从而导致漆层与7075铝合金分离,从而达到去除的目的。这时,主要去除机制为应力作用去除。当脉冲重复频率在6 Hz和8 Hz时,温度变化持续加强,导致漆层与7075铝合金之间应力差没有明显增加,当温度加强超过漆层气化点时,导致烧蚀效应,并导致漆层迁移。
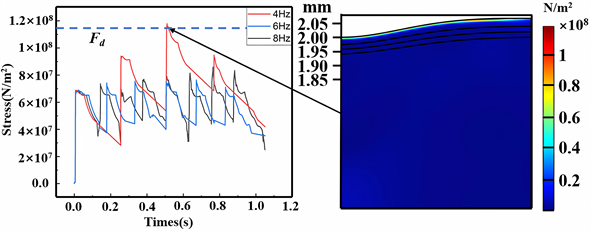
Figure 4. The trend of stress over time under different repetition frequencies
图4. 不同重复频率下应力随时间变化趋势
4. 结论
本仿真研究中详细分析了纳秒脉冲激光去除铝合金表面漆层的机理,通过建立纳秒脉冲激光去除铝合金表面漆层的热烧蚀和热应力除漆模型,得到了温度和应力随时间变化趋势,通过分析结果确定了当纳秒脉冲激光的能量密度为20 J/cm2、作用时间1 s时,脉冲重复频率小于6 Hz时,漆层去除效果主要体现在应力作用;当脉冲重复频率在6 Hz及以上时,漆层去除效果主要体现在热烧蚀作用。其中热累计作用温度与激光通量和脉冲重复频率成正比。研究结果对激光清洗技术具有重要意义,为激光清洗技术提供优化参数的指导。
NOTES
*通讯作者。