1. 引言
安全钳装置是电梯保护系统中重要的安全保护装置,在即使其他所有电气、机械安全装置失效导致电梯发生超速坠落的情况下,限速器会带动安全钳使轿厢可靠制停以保护乘客及设备的安全[1] 。安全钳的制动作用最终是通过安全钳中的楔块与导轨接触后产生正压力和摩擦力并夹紧在导轨上完成的 [2] ,因此对楔块的表面硬度和摩擦系数要求较高,一般硬度要求达到65 HRC (~830 HV)以上。目前楔块材料表面的高硬度是通过热喷涂技术在楔块表面涂以高硬度材料来实现的,但是热喷涂技术的主要缺点是楔块表面涂覆的硬化层容易脱落,实际使用寿命低 [3] 。
激光熔覆技术是一项新兴的表面改性技术,具有成分可调范围大、不需要严格前处理、熔覆层致密均匀无孔隙、与基体呈冶金结合等优点,可极大地提高零件表面的硬度、耐磨、耐腐蚀、耐疲劳等机械性能 [4] - [6] 。实际应用过程中需要对产品进行大面积熔覆,但是通常的激光光斑尺寸较小,而最简单易行的办法是通过激光扫描带间的相互搭接来满足要求。到目前为止对于激光搭接熔覆的研究和应用较少。本文对楔块表面进行激光熔覆研究,基体采用常用的Q235钢,具有强度、塑性、韧性等综合优点 [7] ,熔覆材料使用F105自熔性合金粉末,以提高楔块表面的高硬度及实现基体与熔覆层间的冶金结合,并对其熔覆层的显微组织、成分、物相进行分析比较研究。
2. 试验材料与方法
针对Q235钢零件表面高硬度、高耐磨性要求,熔覆材料选为F105自熔性合金粉末(F102 + 50%WC),粒度为45~105 μm。其中F102粉末作为粘结相,具有良好的耐磨性、抗冲击性、韧塑性、润湿性和抗氧化性等诸多优点,属于高硬度的Ni-Cr-B-Si合金。F102合金粉末的化学成分如表1所示。WC作为硬质相,具有高硬度、良好的热强性、耐蚀性和耐磨性、低热膨胀系数、抗氧化性强等诸多优点。经过充分搅拌制成成分均匀的合金粉末。
试验采用SLC-20X30D数控激光多功能加工机,配备ROFIN DC 030激光器(最大输出功率为3 KW)、DPSF-2型同轴自动送粉器、西门子数控系统和四轴联动数控机床。试验装置见图1。
基体材料采用Q235钢,尺寸为120 mm × 50 mm × 25 mm。激光熔覆时以宽25 mm的面为熔覆面,扫描长度为120 mm。试件先经过磨床磨光再用进行喷砂处理,以减少加工时被加工表面对激光的反射。

Table 1. Composite of F102 alloy powder (wt%)
表1. F102合金粉末成分(wt%)
扫描工艺采用五道搭接,搭接宽度为1.2 mm,搭接率为20%,先进行连续五道扫描同时送粉,然后结束送粉再进行一次搭接扫描,扫描工艺见图2。
采用不同激光功率、不同扫描速度及送粉速度进行熔覆试验,得出宏观质量较好的工艺参数。对宏观质量好的制样,采用HXD-2000TMC/LCD维氏硬度计测试硬度,采用JSM-7500F场发射扫描电镜对熔覆层及界面观察并进行能谱分析。
3. 实验结果与分析
3.1. 工艺参数与熔覆层宏观质量分析
为了研究扫描速度对激光熔覆层质量的影响,在激光功率为1200 W时,采用了三种不同的扫描速度2 mm/s、2.5 mm/s、3 mm/s。多次试验后发现,扫描速度在2 mm/s时获得了较好的宏观质量。当扫描速度增至2.5 mm/s及3 mm/s时,在不同的激光功率下熔覆层表面有起伏,送粉量不足,熔覆层厚度不足搭接之间有凹弧产生,较难获得平整的表面。
为了研究激光功率对激光熔覆层质量的影响,在扫描速度在2 mm/s时,选择了一系列激光功率:1200 W、1400 W、1600 W、1800 W、2000 W。经过多次试验表明,采用Q235钢作为基体时,在多种工艺参数下都获得了良好的宏观表面质量。加工完成后的楔块及不同工艺参数下楔块熔覆层表面分别见图3。获得的熔覆层经过后续的磨削加工后可获得平整光洁的熔覆层表面,并且可控制熔覆层的厚度。
3.2. 熔覆层微观组织分析
对熔覆样品进行了扫描电镜观察,其典型的组织全貌如图4所示。图左边为熔覆层,右边为基体组织,界面用白色虚线标示。从图中可知,熔覆层显微组织较为均匀,其中分布着不同形状与尺寸的颗粒,基体受到激光加工影响,其组织呈现出梯度变化,两者之间界面较为平直,宏观质量较好。
对熔覆层的显微组织进行了高倍表征,如图5所示。熔覆层受到激光直接照射,因而接受能量最多。熔池形成时,由于内部对流现象的存在,因此散热速度就不同。离激光光斑中心越近,熔体的温度越高,远离熔池中心的部分温度较低。由于存在着温度的不均匀分布,再加上熔覆粉末成分的不均,熔覆层显

Figure 3. Layer quality under different process parameters
图3. 不同工艺参数下熔覆层表面质量图

Figure 4. The whole structure of the layered sample
图4. 熔覆样品的总体组织

Figure 5. SEM micrograph of the layer
图5. 熔覆层的扫描电镜显微组织
微组织中出现了大尺寸块状、针状、多边形状及雪花状颗粒,如图5中箭头所示。在大的颗粒周围也析出了尺寸较小的羽状晶体,这是颗粒界面非均匀形核的结果。
对这些衬度较亮的颗粒进行了能谱分析(图6(a)),结果表明主要元素为W和C,且两种元素的原子比近似为1:1,因此可以确定这些白色析出物主要为WC相。加入WC后,激光熔覆相同厚度的熔覆层所需要的最小比能量将发生变化,改变了相同激光工艺条件下熔覆层温度梯度,进而改变了熔池的传热传质特性,增加了熔覆层组织的非均匀性 [7] 。对WC周边的黑色基体相进行了能谱分析(图6(b)),结果表明主要含量为Ni和W,并含有Cr、Fe等元素。说明WC中有W向周边的Ni等元素中扩散。从微观组织图可以看出碳化钨颗粒在熔覆过程中发生熔化、分散、扩散、析出等过程。
图7为合金样品的界面显微组织,左侧为熔覆层,右侧为基体。由于靠近熔覆层,这部分基体区域受热影响较大,组织与基体有所不同。经激光熔覆,涂层与基体没有明显的界面缝隙,形成了良好的冶金结合。同时,由于熔池的对流作用,导致结合面出现微观粗糙的现象。在靠近界面的熔覆层局部区域中,虽然熔覆层虽然和基体形成了良好的冶金结合,但由于稀释率过高,造成了WC粒子浓度过低。因此在界面达到良好冶金结合的前提下,应减小功率密度,降低稀释率,尽量提高WC粒子浓度。
右侧热影响区组织有明显转的马氏体相存在。在激光熔覆过程中,当热量传到该区域时,基体温度上升到奥氏体转变温度以上,而当激光停止照射时,温度急速冷却,奥氏体迅速转化成马氏体。随着深度的增加,温度降低,残余奥氏体也相应地出现。
在热影响区下部为基体组织,由于在该区域吸热少,没达到奥氏体相变点,所以还是原来的珠光体和铁素体。激光照射处理后,基体显微组织呈明显的梯度分布,如图8所示。形成这种梯度分布的原因是:当熔覆层中的热量传递到基体的上表层时,上表层的温度迅速升高,在较短时间内快速达到奥氏体化温度,而此时基体仍处于冷态,这就造成了基体沿深度方向很大的温度梯度。显然,这个温度场是动态的。随着光束扫描移动,被加热区因具有足够冷却速度的急冷而实现了自身淬火,而被处理区内各层的冷却速度沿着层深方向也呈梯度分布。正是由于沿深度方向呈梯度分布的温度场及冷却速度的联合作用,造成了基体组织呈梯度分布。

 (a) (b)
(a) (b)
Figure 6. EDS analysis of layer (a) WC particles, (b) matrix
图6. 熔覆层的能谱分析(a) WC颗粒,(b) 基体组织

Figure 7. SEM image of the interface
图7. 熔覆样品的界面显微组织

Figure 8. Microstructure of the matrix
图8. Q235钢的显微组织
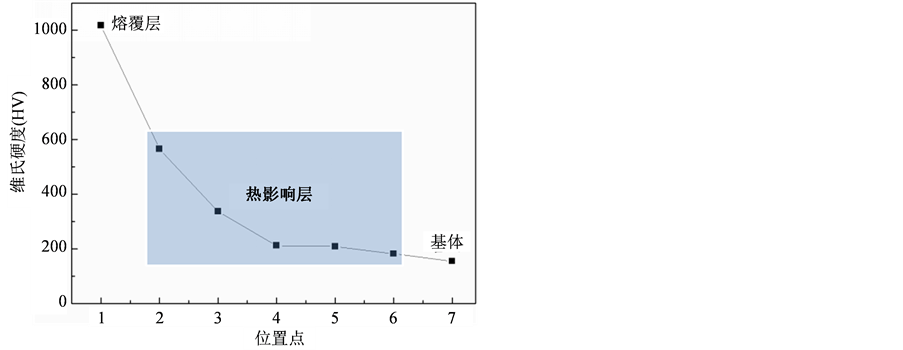
Figure 9. Micro-hardness of layered sample
图9. 熔覆样品的硬度分布图
3.3. 熔覆层硬度分析
分别测试了熔覆层、热影响区以及基体的硬度。硬度分布图见图9。显微硬度分析表明熔覆层硬度最高,基本都达到了1100 HV。能谱分析结果表明,熔覆层上部WC含量较高,组织均匀致密,这是表层硬度最高的原因。在热影响区,由表及里,显微组织由马氏体逐步转变为珠光体,对应的硬度值也下降较快。曲线最后是基体的硬度,约为180 HV。熔覆层硬度值约是基体硬度值的6倍,可见在Q235钢表面激光熔覆F105自熔性合金粉末,能够明显提高Q235钢的硬度,从而提高其耐磨性。
4. 结论
1) 当激光功率为1200 W~2000 W,扫描速度在2 mm/s时(送粉气压约~12 Pa,送粉转速约20 r/min),均可以获得厚度合适质量良好的熔覆层,激光功率的大小在此范围内影响较小。
2) 熔覆层与基体形成冶金结合,质量良好。熔覆层内组织较为均匀,且析出多种尺寸与形状的WC颗粒。基体组织具有明显的梯度特征。
3) 熔覆层硬度可以达到1100 HV以上,样品的耐磨性能得到较大的提高。