1. 引言
焊接是金属结构制造过程中应用最广、效率最高的一种联接技术,一个显著特点是采用高度集中的瞬时热输入,其加热和冷却过程是极不均匀而且远离平衡状态的,其中包含着复杂的冶金物理化学反应和热处理过程,因而形成复杂的瞬态温度场和应力应变场 [1] [2]。由于在加热和冷却过程中材料受约束而产生塑性变形,焊后结构中将留存下永久性的非协调应变,从而产生相当大的残余应力和变形。由于焊接变形对产品的重要影响,工程界一直对其非常重视,人们对焊接变形的产生机制进行了大量的研究,以期能够在焊接过程中进行有效的控制,保障产品的质量,同时尽量避免焊后矫正工作 [3]。
基于热弹塑性理论的有限元分析,这是当今应用最为广泛的焊接过程计算方法。焊接过程中的变形不仅与几何形状和焊接条件有关,而且依赖于焊接材料的特性。根据焊接的特点,在计算过程中不仅引入了材料力学性能参数随温度变化的关系,而且考虑到不同阶段材料具有不同的力学行为,采用不同的本构方程,能够动态地跟踪应力应变过程以及焊后的残余应力与变形,因而可以更准确地模拟整个焊接过程 [4]。
目前,热弹塑性分析最主要的问题是材料性能,特别是高温时的性能数据非常缺乏,这给分析带来了很大困难,而且有些材料属性,特别是材料的屈服强度随温度变化的情况,对计算结果的影响很大,如果处理不当,会引起相当大的误差。热弹塑性有限元分析的另一个缺点是运算量很大,特别是对大型构件和复杂结构,有些即使能够分析也很不经济,有些则不得不采用其它简化方法。
本论文采用大型有限元软件ANSYS针对某型焊接件的简化模型进行了焊接工艺的仿真。
2. 模型的建立及计算方法
有限元模型建立
本论文所研究钢质筒形结构,筒外部间断焊接若干个沿轴线均匀分布的环筋。一端部焊接一个法兰,尾部焊接一个圆环。根据计算需要对给定模型进行了一定的简化,忽略了一些小的特征,所建几何模型如图1所示。
工件的材质均为0Cr18Ni9 [5] ,材料参数如表1所示。
针对热源移动的需要,在有限元划分网格时,要控制热源移动路径上尽量细化,单元格数为34,208。计算网格模型如图2所示。
3. 边界条件
3.1. 边界约束处理
本论文采用表2所示的两种不同边界条件的计算模型(下文以模型1,模型2表示不同边界条件的模型),来对比不同边界条件对焊接变形的影响。在仿真过程中,对支撑条件转换成约束进行了模拟。内部支撑采用约束径向位移的方式,表中的约束方式以及支撑方式的约束为轴向长度间隔0.5 m。其中模型1中为了有限元计算的需要,约束圆筒(本体)刚体位移。
3.2. 载荷
第1种计算模型,按照对称焊接的原则,先焊筒体最中间的环筋,然后再依次焊两侧的环筋、尾部件和法兰。焊接顺序如图3所示。
模型2的对称焊接为由两名工人同时进行焊接,从中间向两侧推进,直到焊完所有焊缝。

Table 1. 0Cr18Ni9 material parameters
表1. 0Cr18Ni9材料参数
Table 2. Two different boundary conditions models
表2. 两种不同边界条件模型
在焊接过程中,工件要与周围空气进行热交换,给定其表面与空气换热系数为10 W/(m2∙K)。在本论文中,热源的功率根据功率的计算公式来计算。
其中,U为电焊的额定功率,I为电焊的额定电流。根据文献上电焊的数值估算出该电焊的功率约为2870 W。
4. 计算结果分析
通过不同的边界条件计算模型的比较可知,由于最大变形量往往发生在焊接瞬间的局部位置,所以改变边界条件对控制最大焊接变形基本上没有作用。根据圣维南原理,远处的约束对局部的影响作用是不明显的。但是约束的增加对控制总体的变形能起到一定的作用。在无约束情况下,焊接完成后,冷却15小时以后,尺寸稳定后,左侧和右侧的相对变形为0.0021 mm,而有约束的情况下,无明显左侧和右侧的相对变形。
4.1. 模型1计算结果
由图4~6可知,在焊接过程中,最大变形的位置为焊接的位置,其位置随着焊接位置的变化而变化,

Figure 4. Deformation after welding for 15 h
图4. 焊完冷却15小时后的变形

Figure 5. Changes of temperature field after cooling for 15 h
图5. 冷却15小时后温度场的变化
数值大约为:0.8 mm。在冷却15小时后,最大变形为:0.0021 mm。在冷却阶段温度随时间而降低,直到15小时后,才到20˚C。由于该论文采用间接耦合的方法求解位移场,所以模型1在温度场的求解上是一样的。由于每个点的残余应力是一个复杂应力状态,所以本论文在表达残余应力时采用等效Mises应力来表示,其计算方法为:

Figure 6. Residual stress distribution after cooling of model 1
图6. 模型1焊接冷却后的残余应力分布
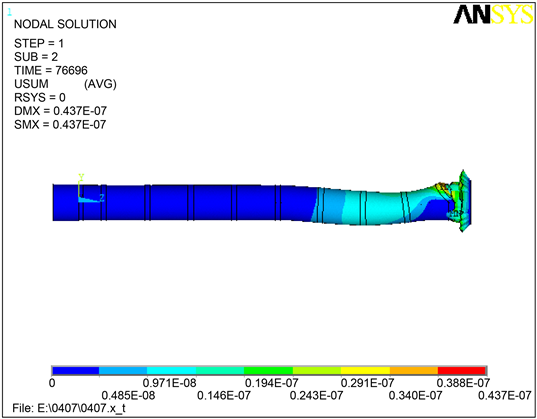
Figure 7. Deformation after cooling for 15 hours
图7. 冷却15小时后的变形
其中,
、
和
分别为该点的第一、二和三应力。通过分析可得,模型1冷却后最后的残余应力为:
。
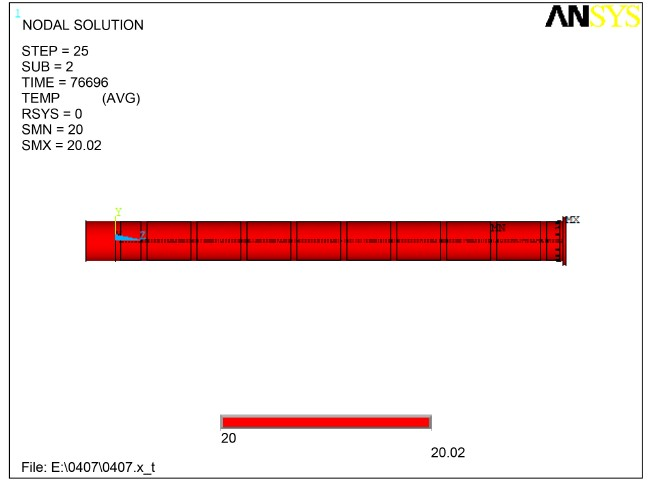
Figure 8. Temperature field after cooling for 15 hours
图8. 冷却15小时后温度场
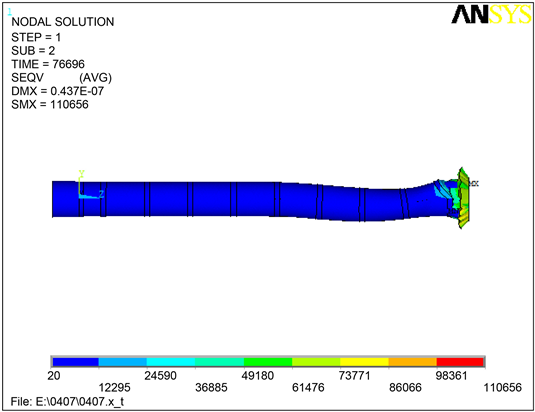
Figure 9. Distribution of residual stress after cooling for 15 hours after model 2 welding
图9. 模型2焊接完成后冷却15小时后的残余应力分布
4.2. 模型2计算结果
由图7~9可知,在焊接过程中,最大变形的位置为焊接的位置,其位置随着焊接位置的变化而变化,数值大约为:0.5 mm。在冷却15小时后,最大变形为:0.0000437 mm。对于对称焊接方式的温度场分布,在冷却阶段温度随时间而降低,但是在刚开始阶段温度降低的幅度较大。焊接温度大约为300˚C,这比普通焊接方式要低。冷却15小时后,才到20˚C。通过分析可得,模型2冷却后最后的残余应力(Mises应力)为:
。
5. 结论
通过以上仿真分析的对比,可以得到如下初步结论:
1) 最大变形量一般发生在焊接瞬间的局部位置,一般在1 mm左右(除个别情况),所以改变边界条件对控制最大变形基本上没有作用。这是因为根据圣维南原理,远处的约束对局部的作用是不明显的。
2) 焊接完成冷却过程中,空冷时间越长,焊接件尺寸越稳定。刚一开始阶段弹性变形恢复的较快,随着时间的增加,弹性变形恢复的越来越慢,尺寸越来越稳定,变形中弹性变形因素也越来越少。一般在空冷15小时后零件的变形量级在10−4 mm级别上。
3) 从变形量来看,对称焊接在最终冷却15小时后,最大变形为:0.0000437 mm,而普通焊接为0.0000211 mm。