1. 前言
锚杆是当代煤矿巷道支护的最基本的组成部分,它将巷道的围岩束缚在一起,使围岩自身支护自身。锚杆不仅用于矿山,也用于工程技术中,对边坡、隧道、坝体进行主动加固。
就目前而言,国外锚固技术以澳大利亚、美国发展最为迅速,两国锚杆支护比重已接近100%,其锚固技术水平居于世界前列。20世纪80年代以后,一些曾以U型钢或工字钢支架为煤巷主要支护形式的国家(如英国、法国、德国、前苏联、波兰、日本等),也开始大力发展并应用了锚固技术 [1] 。
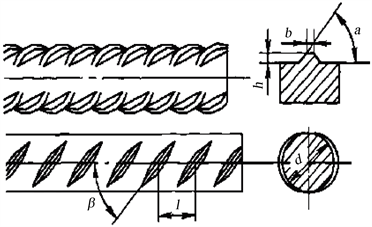
随着我国煤炭工业的快速发展及安全管理的不断加强,锚杆钢支护作为目前巷道支护中相对安全、经济的形式,逐渐被用户所接受和推广。锚杆钢分左旋和右旋两种,左旋锚杆钢横肋为月牙肋,右旋锚杆钢横肋为等高肋。右旋锚杆钢是新型的热轧周期断面钢材,主要用于煤矿井巷支护。应用时无需机械加工,按需要截取一定长度即可直接使用,且锚固性能好,适应性强,施工方便。此外,右旋锚杆钢还可用于矿山、桥梁、隧道、建筑物抗震加固及设备基础的锚固等。与端头锚固式锚杆相比,它可使锚杆强度提高,降低加工费用。左旋锚杆钢和右旋锚杆钢的示意图见图1。
 (a) 左旋
(a) 左旋  (b) 右旋
(b) 右旋
Figure 1. Schematic diagram of the surface, section and expansion of the anchor bar
图1. 锚杆钢筋表面、截面及展开示意图
新疆煤炭储量约占全国的1/4,而锚杆是煤矿巷道支护的最基本的组成部分,因此对锚杆有较大的需求。据初步调查,目前新疆对锚杆钢的年需求量约在2万吨。随着新疆煤炭工业的发展,今后预计会达到10万吨/年左右。然而疆内锚杆钢全部由内地供应。如果八钢开发矿用锚杆钢,不仅满足新疆对锚杆钢的需求,也给八钢带来较好的经济效益。
2. 锚杆钢的轧制工艺设计
左旋锚杆和右旋锚杆规定了外形样式和要求,但具体的尺寸要求没有规定。市场上的锚杆目前基本按照山东企业的企标供应,但这些企标不易获得。因此八钢生产只能采取先模仿再自定企标的模式生产。以相对复杂的右旋锚杆钢轧制工艺设计来显示锚杆钢整个工艺设计过程。
3. 右旋锚杆钢轧制工艺制定
右旋锚杆钢的最大特点是不通过机械加工直接与相应规格的螺帽配合使用,这就对锚杆横肋间距和相对横肋末端连线的旋向提出了严格的要求。同时,右旋热轧矿用树脂锚杆钢筋的使用特点,决定了其直接受力部位是横肋,锚杆横肋与螺帽螺纹面的配合精度,直接决定了其破断力。右旋锚杆钢筋在使用过程中的受力特点,也决定了其强度要高于同规格的普通锚杆。因此,开发右旋锚杆钢首先是要在工艺上保证合理的孔型设计及轧辊的位向调整,其次是化学成分的控制,以此保证锚杆钢的强度 [2] 。
1) 右旋锚杆钢的外观尺寸设计要求
右旋锚杆要求全长可上螺母,螺母组装件拉脱力要有保证。这需要通过设计合理的横肋尺寸来保证。根据这些基本要求,横肋间距和上下横肋不能错位、横肋旋向角是保证锚杆钢全长旋上螺母的关键,横肋高度和宽度则是保证螺母组装件拉脱力的重心。
2) 右旋锚杆钢尺寸及允许偏差
八钢有生产螺纹钢和圆钢的经验,对向生产有位向要求的右旋锚杆钢从横肋设计、加工、调整没有经验,也没有现成工艺可以借鉴。具体的外形尺寸,以及用户实际需求是什么不清楚,需要跟用户密切沟通确定。
通过实测从锚杆钢加工企业及煤矿拿回Φ18 mm、Φ20 mm和Φ22 mm右旋锚杆钢短样,确定右旋锚杆钢尺寸及允许偏差应满足下表1规定。

Table 1. Size and tolerance of right-handed anchor steel
表1. 右旋锚杆钢尺寸及允许偏差
3) 孔型系统选择
孔型系统的设计粗轧道次及延伸道次与轧制圆钢或螺纹钢的孔型系统并无根本区别,主要区别在于成品孔型和成品前孔型这两个道次上。粗轧、中轧、精轧选用无孔型 + 椭圆–圆孔型系统。
4) K1成品孔型设计
K1成品孔的断面孔型设计应该考虑轧件的冷缩、前滑及孔型的不均匀磨损等因索。成品孔型达到理想充满状态的标志是:螺纹牙型充满且不出耳子,若出耳子必然流向螺纹间断部位,使螺纹间断部位大于螺纹底径。如若产生此种情况,则应该调整来料尺寸,即成品前孔型高度。在一定的意义上,螺纹锚杆钢轧制的成败主要取决于此 [3] 。根据确定的尺寸设计K1孔型。K1成品孔型扩张角设计为30˚。根据钢材材质设计膨胀系数为1.012,按锚杆钢内径尺寸中限设计基圆半径,为防止出耳子,槽口宽度按槽底尺寸加上0.50~0.60 mm设计。各规格K1孔型如图2所示。
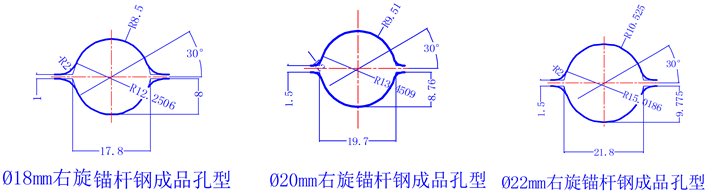
Figure 2. Right-handed anchor steel K1 finished hole type
图2. 右旋锚杆钢K1成品孔型
5) K2孔型设计
由于右旋等强锚杆带肋钢筋没有纵筋,因此成品前孔的设计不同于螺纹钢,不仅要控制成品两侧不能充填过满,即不能出耳子,而且要求横肋充填良好,故成品前孔的设计应扁平或下凹,宽度要足够。K2成品前孔型采用变态平椭,其几何形状由平底椭圆演变而来,其特征中间为内凹形。凹部的孔型高度 h1应小于成品轧件螺纹内径d1的尺寸,且应满足下式:

 ——为凹部在成品道次的展宽量。公式的物理意义在于:成品前孔型的凹部经成品道次轧制后,将成为螺纹的间断部,而间断部不能大于轧件的螺纹内径,否则就无法满足其啮合性能。因此,成品前孔型的设计,必须考虑轧件在成品孔轧制时的展宽 [3] 。八钢试轧Φ20 mm右旋锚杆钢时K2选用扁箱孔,孔型图见图3,槽口尺寸与圆钢K2椭圆孔型一致,后考虑方便调整与共用性,K2选用无孔型。
——为凹部在成品道次的展宽量。公式的物理意义在于:成品前孔型的凹部经成品道次轧制后,将成为螺纹的间断部,而间断部不能大于轧件的螺纹内径,否则就无法满足其啮合性能。因此,成品前孔型的设计,必须考虑轧件在成品孔轧制时的展宽 [3] 。八钢试轧Φ20 mm右旋锚杆钢时K2选用扁箱孔,孔型图见图3,槽口尺寸与圆钢K2椭圆孔型一致,后考虑方便调整与共用性,K2选用无孔型。
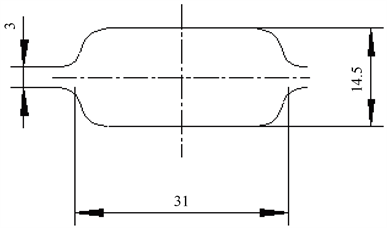
Figure 3. Right-handed anchor steel K2 hole type
图3. 右旋锚杆钢K2孔型
6) K1横肋参数设计
横肋参数主要包括横肋高、横肋底宽、横肋斜角、横肋与轴线夹角、横肋间距。锚杆钢要求上下辊横肋相错不超过0.2 mm,上下辊横肋与轴线夹角一致,螺旋上升形成轧制螺纹。成品最终检验要求专用配套螺母通长顺利旋进旋出,客户杆体使用前还要与配套螺母做拉脱实验,保证横肋拉脱强度。所以这5个参数比较关键,设计不好容易造成螺母旋不进或拉脱强度不足。
K1成品孔的设计首先必须考虑锚杆钢横肋呈螺旋状,保证螺母的螺旋配合。从设计上就必须设计螺旋导角(也就是横肋与轴线夹角)。根据阿基米德螺旋线的展开,

式中:dh为基圆直径;l为螺距。
首先确定成品基圆直径,其次确定螺距间距,通过公式计算而得出导角角度。以此成品基圆直径、导角角度、螺距间距及横肋的相关参数加工轧辊 [4] 。
横肋与轴线夹角、横肋间距参数影响螺母旋进。横肋高、横肋底宽、横肋斜角参数既影响螺母旋进,又影响拉脱强度。
根据实测试样,同时考虑上述影响来设计横肋参数,横肋高度按上限设计,横肋底宽按中限设计,横肋斜角按实测值设计。实测横肋与轴线夹角:Φ18 mm、Φ20 mm、Φ22 mm锚杆钢为78˚。铣槽时螺旋角与横肋与轴线夹角有关,实验两次最后才确定螺旋角选择20˚才能保证标准横肋与轴线夹角β为78˚。
横肋间距热轧螺纹相比,右旋锚杆钢允许偏差0.3 mm,仅为后者的1/5~1/3。要求前滑系数计算准确,相同槽数轧辊辊径共用范围小。要求相同槽数不同辊径对应轧辊槽间距乘以前滑系数1.03~1.05,所得值在杆体横肋间距偏差范围内。
7) 铣槽加工
与左旋锚杆钢月牙肋表面形状不同,右旋锚杆钢采用是等高肋形状。铣槽时取横肋圆弧半径R等于基圆半径加横肋高度,圆心与基圆圆心相同。这样加工才能保证杆体上肋高一致,才能保证拉脱强度。铣槽示意图见图4。

Figure 4. Schematic diagram of Φ20 mm right-handed anchor steel milling
图4. Φ20 mm右旋锚杆钢铣槽示意图
8) 制定轧制工艺
根据实测试样尺寸及称重,Φ18 mm右旋锚杆钢成品断面与Φ17.1 mm圆钢一致(Φ20 mm右旋锚杆钢成品断面与Φ19.5 mm圆钢一致,Φ22 mm右旋锚杆钢成品断面与Φ21.2 mm圆钢一致)。Φ18 mm、Φ20 mm、Φ22 mm右旋锚杆钢前12道次孔型共用,因可调位相接轴在18架轧机上,都选择18架轧机出成品。Φ18 mm、Φ22 mm右旋锚杆钢K2以前孔型与相同断面圆钢共用。Φ20 mm右旋锚杆钢从工艺角度上K2之前可接20 mm圆钢工艺,也可接19 mm圆钢工艺。
4. 八钢锚杆钢生产实践
根据对MT 146.2-2011和GB 1499.2-2007标准研究、市场调研结果及实物测量,成功开发生产了Φ18 mm~Φ22 mm左旋无纵肋锚杆钢和Φ18 mm~Φ22 mm右旋等强锚杆钢,2013年各牌号锚杆钢共计生产5831吨(图5,图6)。

Figure 5. The surface condition of the right-handed anchor steel
图5. 右旋锚杆钢表面情况
5. 总结
对左旋、右旋锚杆钢制造技术进行了系统的研究。得到以下结论:
1) 左旋锚杆钢在工装精度及调整经验到位前提下,可采用切分轧制。
2) 采用公式 (1.007~1.02)设计锚杆钢成品孔基圆半径。其中:d为圆钢的公称直径或称之为标准直径;1.007~1.02为热膨胀系数,根据钢材材质设计膨胀系数为1.012。锚杆钢内径尺寸按中限设计基圆半径,为防止出耳子,槽口宽度按槽底尺寸加上0.50~0.60 mm设计。
(1.007~1.02)设计锚杆钢成品孔基圆半径。其中:d为圆钢的公称直径或称之为标准直径;1.007~1.02为热膨胀系数,根据钢材材质设计膨胀系数为1.012。锚杆钢内径尺寸按中限设计基圆半径,为防止出耳子,槽口宽度按槽底尺寸加上0.50~0.60 mm设计。
3) K2孔型常规设计:左旋锚杆钢采用以大半径圆弧为底、小半径圆弧向槽口延伸构成的多圆弧线段孔型,右旋锚杆钢选用扁箱孔型。后考虑共用性及螺纹钢K2孔无孔型轧制经验,左旋、右旋锚杆钢K2孔型选用无孔型。
4) 右旋锚杆钢横肋间距允许偏差0.3 mm,要求前滑系数计算准确,相同槽数轧辊辊径共用范围小。要求相同槽数不同辊径对应轧辊槽间距乘以前滑系数,所得值在杆体横肋间距偏差范围内。前滑系数选1.03~1.05较为合适。
通过针对性研究,创新性研究成果如下:
1) 左旋锚杆钢在工装精度及调整经验到位前提下,可采用切分轧制,Φ18 mm左旋锚杆钢八钢实现批量切分轧制。
2) 左旋、右旋锚杆钢K2孔型选用无孔型。