1. 引言
基础制动圆销在铁路车辆制动过程中承担着将制动缸的力传递给制动杠杆的作用,为了防止圆销窜出,则采用扁开尾销来进行限位。制动圆销与扁开尾销的相对关系见图1,基础制动装置及转向架分解检修过程中,需要将扁开尾销进行拆除,方可实现基础制动圆销的拆卸。目前国铁除个别车辆段采用液压助力钳式辅助拆除设备外,绝大多数车辆段在拆除扁开尾销时,采用的是使用氧气–乙炔对扁开尾销进行火焰切割这种拆除方式,神华铁路货车运输有限责任公司榆林分公司亦采用此种方式来进行拆除。使用氧气–乙炔对扁开尾销进行火焰切割这种拆除方式有以下两个缺点:
1) 切割过程中很难保证基础制动圆销母体完整。在进行火焰切割时,由人工进行此项作业,而人工作业的不稳定因素导致在切割作业时,火焰会切割到圆销母体,造成圆销损伤或造成圆销局部退火,降低圆销强度。根据《铁路货车制动装置检修规则》要求,“装车使用的制动装置零部件不得有影响制动装置性能和车辆运行安全的缺陷 [1] ”。因此,损伤的基础制动圆销将作为废品处理,增加了维修成本。
2) 切割掉的扁开尾销残渣因其体积较小,会落入检修输送线,进而会造成检修输送线故障。

Figure 1. The relationship between the flat cotter pin and the brake pin
图1. 扁开尾销与制动圆销的相对关系
因此,铁路货车检修行业亟需开发一套可靠、有效的拆卸扁开尾销的专用设备,以提高基础制动圆销的重复利用率,降低工人的劳动强度,方便扁开尾销的旧件收集,保证生产线安全运行。
2. 拆卸工艺分析
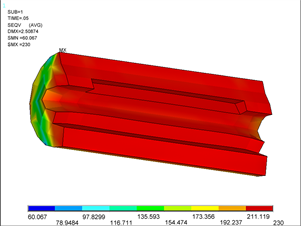
不损伤基础制动圆销母体是扁开尾销拆除的关键点,只有保证了基础制动圆销母体的完整性,才能够有效的达到降低生产成本的根本目的,这样基础制动圆销母体无需更换,可以直接降低检修成本。经分析,非火焰切割类拆除工艺方法有两类,一为从扁开尾销的尾部开口部分入手,利用工具将开口弯曲部分恢复平直;另一为从扁开尾销的头部入手,利用夹钳类工具将弧型头部压扁,使得扁开尾销可以向另一侧退出。比较后,认为第二种工艺方法较易实现,只需利用一夹头向弧形头部施加能够克服其弯曲应力极限的力,使得弧形头部发生塑性变形即可。扁开尾销板厚2.55 mm,宽16 mm,尾销板采用Q195号钢,头部弯曲形状呈近似水滴状,内孔高度约为8.5 mm。基础制动圆销母体销孔开口尺寸为22.5 * 8.5 mm,具体施加多大的夹紧力,则需要分析计算确定。由于结构体形状的变化过程由弹性体向塑性体连续变化,引入仿真分析软件进行计算是较为妥当的方式 [2] [3] 。根据实物测量,利用Hpmermesh软件,创建六面体单元solid185,再导入Ansys软件,形成如图2所示的计算模型。由于Ansys软件只有正向计算能力(即给定约束及作用力求单元应力而无设定应力反求作用力),故此,只能在模型中根据最大变形设定位移,求作用力施力点接触面积、相关单元的应变与应力,再根据接触面积及接触应力反算出一个施加的最小作用力。根据实物尺寸,设定扁开尾销头部压缩变形量为8.4 mm (两弧形顶部接近压扁),求得接触面积为46 mm2,接触应力为219.8 MPa,反算得到此时的总压力为10.1108 KN,计算结果见图3,同步得到扁开尾销端部内侧、外侧应力云图,见图4。
 (a)
(a)  (b)
(b)
Figure 2. Flat cotter end pin compression calculation model
图2. 扁开尾销压缩计算模型
 (a)
(a) 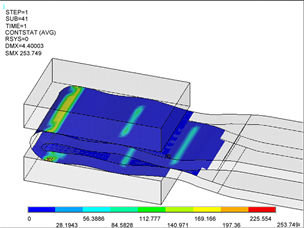 (b)
(b)
Figure 3. Contact area diagram and contact stress diagram after deformation
图3. 变形后接触面积图及接触应力图
 (a)
(a)  (b)
(b)
Figure 4. Inside and outside stress clouds at the end of the flat cotter end pin
图4. 尾销端部内侧、外侧应力云图
扁开尾销端部应力计算结果给出端部应力最大值为230 MPa,超过所用材料的屈服极限,因此确保扁开尾销头部被压扁后不会反弹而影响后续拆除工作。
3. 拆卸工装设计
根据前述工艺分析计算结论,此拆卸工装应具备对扁开尾销施加大于11 KN压力的夹扁机构,按此要求,选定最大输出压力50 MPa、0.9 L/min的液压站,工作压力根据扁开尾销不同生产厂家的特性在20 MPa~30 MPa之间调整,采用30 (缸径) * 20 (杆径) * 50 (行程)液压缸,可以输出14 KN~20 KN的夹紧力。按此流量参数计算,液压缸可以在10秒内完成10 mm的压缩行程,符合使用单位的生产节拍。夹紧机构如图5所示。

Figure 5. Schematic diagram of the clamping mechanism
图5. 夹紧机构示意图
为校核夹具的强度,对夹具夹紧工作时的受力部分进行有限元离散建模,该夹紧架结构体材质为Q345号钢。采用实体单元建立有限元模型,共离散为21,897个单元,34,474个节点,有限元离散模型如图6所示。

Figure 6. Fixture structure finite element model
图6. 夹具结构有限元模型
夹紧架结构材料为Q345号钢,材料机械性能及力学性能见表1,表2。

Table 1. Material physical properties
表1. 材料物理属性
Table 2. Mechanical properties of the material (stress unit: MPa)
表2. 材料力学性能(应力单位:MPa)
计算载荷
在红色标注的面上施加20 kN力,如图7所示。
最大应力值计算结果见表3,夹紧架最大工作载荷应力分布云图见图8。
Table 3. Stress maximum stress conditions (stress unit: MPa)
表3. 载荷工况应力最大值(应力单位:MPa)
 (a)
(a)  (b)
(b)
Figure 8. Maximum working load condition: 20 kN stress cloud
图8. 最大工作载荷工况:20 kN应力云图
强度评估,在最大工作载荷工况下,夹紧装置的最大应力出现在卡座转角处,为257.5 MPa,在采用安全系数1.22的条件下该应力小于Q345许用抗压、抗弯组合应力(270 MPa),因此,该夹紧装置强度满足要求。
该装置具有液压系统工作状态监测功能,当系统监测到3分钟以上没有工作时会休眠泵站工作以求减少能源消耗。整套工装包括:高压泵站系统、PLC控制系统、轮式移动系统、夹紧结构系统、油管路系统等,可方便地出现在拆解工位附近,方便使用。系统各主要部件实物与系统现场工作情景见图9与图10。投入试用期间表现良好,受到现场操作员工的好评。
4. 结论
本工装创意新颖,结构合理,工作时不会伤及圆柱销体,效率较原工艺提高数倍,成本下降甚多,操纵简单,移动方便,完全可以替代乙炔气体切割工艺。