1. 引言
GDX1和GDX500型包装机是我国内卷烟生产企业应用较为广泛的卷烟生产机型。卷烟生产工序包括:烟组成型、铝箔纸包装、商标纸包装、封签粘贴、小盒透明纸包装、条盒纸包装、条盒透明纸包装,如图1所示,在小盒透明纸包装工序中需用到透明纸和透明纸拉带,其中小包透明纸拉带输送装置是由独立直流伺服电气驱动并控制放卷支架,拉带经过10个输送过轮牵引与透明纸汇合,为下一步裁切包装提供材料。
2. 存在问题及原因分析
GDX1型包装机、GDX500型包装机在设备运行过程中存在拉带在输送过程中从输送过轮槽中脱出(以下简称为拉带跳槽)这一现象。出现该现象会导致拉带与小包透明纸的粘合位置错误,拉带包装不良,致使拉带功能失效,无法正常撕开烟包。缺陷如图2所示:
该缺陷类型在我厂为A类质量缺陷,“拉带难拉开,拉开后小盒受损”(以下简称为拉带歪斜)。该类缺陷会严重影响到消费者的感官体验。因此对于GDX1和GDX500包装机在运行过程中拉带从输送过来拿中脱出的处理是问题的症结所在。
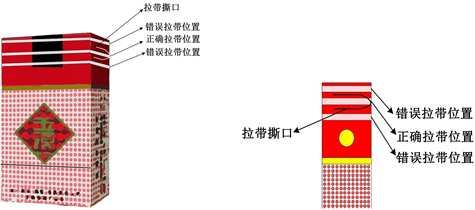
Figure 2. Defective cigarette package schematic
图2. 缺陷烟包示意图
3. 改进方法
根据卷烟生产中的经验,并结合几次实验性的维修处理后,针对拉带在输送过程中发生跳槽这一现象,针对发生跳槽的位置,增加一个限位装置,该装置能够对拉带的运动轨迹进行限制,只要确保拉带位置正确,就能保证拉带与透明纸粘合位置正确。从而达到避免拉线跳槽,杜绝缺陷烟包的产生。
3.1. 防拉带跳槽装置结构设计思路
根据在GDX1和GDX500包装机的原机结构,决定在原机9、10号过轮处上加装一个装置来实现限制拉带运动的轨迹。设计思路如图3:
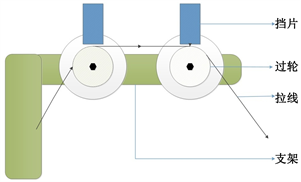
Figure 3. Schematic diagram of the design
图3. 设计思路示意图
3.2. 防拉带跳槽装置安装位置尺寸测绘
首先采用游标卡尺和直尺测绘拉带支架和导向过轮等相关零部件的尺寸,从支架的结构特点出发设计出防拉带跳槽装置。位置尺寸如图4:
3.3. 防拉带跳槽装置设计制作
1) 防拉带跳槽装置底座设计制作
旨在不改变支架原有结构的基础上,该装置的安装固定方式能够保证夹紧和和定位;安装和拆卸方便,具备一定的互换性。底座负责整个装置与机器支架的连接和固定,且在工作环境中耐用易变形要求。(基于SolidWorks Simulation)对底座做,由分析结果可得:硬度大于HRC50。同时底座与支架的结合处易磨损度要尽可能的低,避免长期使用后出现磨损间隙导致装置功能缺失。最终采用材料为铝合金,连接方式为螺纹连接。
2) 防拉带跳槽装置底座设计制作
活动板能开合以方便更换拉线,抬起时不与过轮槽发生干涉。活动板闭合时能够后能够稳定位置。活动板需要经常开合需要有足够的强度,基于SolidWorks Simulation对底座做,由分析结果可得,要求硬度大于HRC50,活动板与底座间的磨损尽量小。最终采用材料为铝合金,开合方式为合页式。
3) 防拉带跳槽装置销轴设计制作
根据各材料适用范围、使用设备工况并通过计算。销轴穿过扭簧内环与底座和活动板的连接孔,所以销轴的直径要小于三者的直径(5 mm)。又根据销轴的剪切应力计算公式 ,可得出
,可得出 [1]。经计算得出销轴的直径应大于0.35 mm,从标准序列和加工的难度考虑,确定销轴最佳直径为4 mm。最终采用材料为45#钢。
[1]。经计算得出销轴的直径应大于0.35 mm,从标准序列和加工的难度考虑,确定销轴最佳直径为4 mm。最终采用材料为45#钢。
4) 防拉带跳槽装置扭簧设计制作
考虑弹簧材料必须具有高的弹性极限和疲劳极限,要求抗拉强度大于600 MPa,屈服强度大于300 MPa。扭簧工作情况:估算其最大工作扭矩Tmax = 0.3 N·m,最小工作扭矩Tmax = 0 N·m,工作转角φ = φmax − φmin = 90˚ − 10˚ = 80˚,载荷循环次数N = 104最终采用材料为碳素弹簧钢(65钢) [2]。
5) 防拉带跳槽装置链接杆设计制作
连接杆固定挡片位置,连接杆要有足够的强度,要求硬度大于HRC40,抗拉强度大于500 Mpa,最终采用材料为不锈钢。
6) 防拉带跳槽装置挡片设计
要求挡片能与过轮形成密闭空间,有效防止拉带跳槽,且不会使拉带破损;运行过程中不会与拉带粘黏,安装后档片可与过轮形成半密闭空间,档片间以及档片过轮边缘不发生干涉。最终采用材料为有机硅塑料,扇形且采用双螺母固定。
完成以上各个零件的设计后进行组装,防拉带跳槽装置整体组装完毕且校验合格的零件根据总装图进行装配如下图5所示:
3.4. 安装调试
在完成GDX1和GDX500包装机防拉带跳槽装置的设计、制作和组装后,对生产车间的C3#~C7#机组的包装机进行安装调试 [3] [4],如图6所示,并在设备运行过程中对拉带的输送情况和小盒透明纸拉带包装质量进行持续性观察,观察后发现小包透明纸拉带在此过程中运行平稳,小盒透明纸拉带包装质量完好。
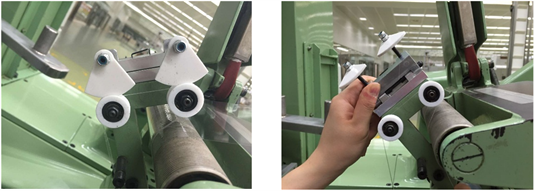
Figure 6. Schematic diagram of equipment installation for the anti-strap belt jumper
图6. 防拉带跳槽装置设备安装示意图
4. 结论
GDX1和GDX500包装机在增加防拉带跳槽装置后,经过跟踪调查分析,有效解决了设备运行过程中存在拉带在输送过程中从输送过轮槽中脱出(以下简称为拉带跳槽)这一现象,应用效果表明改进后GDX1和GDX500包装机出现拉带跳槽的频次由最多15次/月减少到0次/月。减少了缺陷烟包,降低了操作工的分拣工作量,降低了机器停机频次,提高了设备效率,保证了产品质量,提高了品牌认可度。