1. 引言
叶片包装是打叶复烤生产中最后一道工序,主要任务是将散状叶片,按一定重量、尺寸进行包装。目的是增强烟叶的支撑性,便于运输、贮存和片烟醇化,同时减少造碎,降低损耗。烟叶装箱包装的过程如下:烟箱输送到预压打包机下方–预压机套箱下降并插入空烟箱中–计量进料(200千克/箱)–停止进料、压头下降–套箱上升、压头上升–烟箱输送至人工复称处–烟箱捆扎 [1] [2]。为防止烟箱侧面盖板伸开,影响烟箱输送到人工复称的过程受阻(通道上有障碍物,烟箱盖板伸开就会与输送通道上的障碍物碰撞),一般是用U型的铁架子夹住烟箱盖板(如图1所示),让烟箱盖板不回弹起来,待复秤的时候再取出铁夹子。采用U型铁架的方法很好的避免了烟箱与周围设备的碰撞损坏,但是也带来了烟片溢出的问题。
2. 存在问题
预压机工作中,套箱插入烟箱内,烟片落下,当烟片称重满200 kg后,烟叶停止下落,预压机压头下压,将烟叶压实后,套箱、压头上移,烟箱中的烟片在输送过程中会逐渐膨胀,膨胀起来的烟片将高出烟箱口约15~20 cm (如图2)左右。
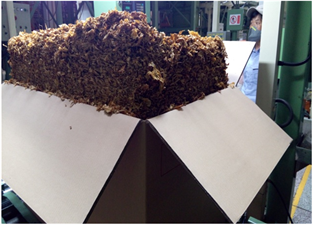
Figure 2. The smoke sheet expands above the opening of the smoke box
图2. 烟片膨胀高出烟箱口
烟箱在随输送辊道输送到人工复秤处的过程中,由于输送辊道都有震动,烟叶膨胀出烟箱口后,边缘的烟片就会在辊道的震落下落到烟箱外面。生产车间对两条生产线分别进行了6次落烟量统计,如表1所示:

Table 1. Investigation form of smoke sheet emission during pre-pressure conveying in January 2014 (kg/10 boxes)
表1. 2014年1月预压输送过程中的烟片外冒调查表(千克/10箱)
从表1中的数据可以看出,预压输送过程的烟片外冒量为1.245千克/10箱。一般复烤厂以每年100万担的烟叶加工量来估算,每年在预压过程将有2000千克左右的烟片冒出。溢出的烟片散落于设备周围,对生产车间环境造成一定污染(如图3),溢出的烟片只能由人工回收(如图4)、筛分后再添加到烟箱中去,这样就加大了人力的投入;同时人工回收还增加了烟片的造碎,降低了烟片的使用价值;人工回收可能还会增加烟叶中的杂物,影响到成品烟片的质量。预压打包过程中烟片外溢问题较为严重,亟待解决。
3. 解决方法
3.1. 解决思路
经过现场调查分析后发现:烟箱盖板的高度为35 cm,在烟箱随输送辊道输送的过程中,只需要把烟箱盖板支撑起来,保证烟箱盖板与箱体的夹角大于90˚,那么从烟箱上掉落的烟片就会落在烟箱的盖板上,而不掉在地上。落在烟箱盖板上的烟片在人工复称的时候就可以直接落入烟箱内 [3]。
通过现场调查发现:在自然状态下,烟箱的盖板与箱体的夹角有的大于90˚,有的小于90˚。我们随机抽取了100个烟箱调查了烟箱的盖板与箱体的夹角情况,结果如表2所示:
Table 2. The angle between the cover plate and the box
表2. 烟箱的盖板与箱体的夹角情况
由表2可以看出,在自然状态下,大约有69%的烟箱盖板与烟箱的夹角都小于90˚。因此,只要设计一种能将烟箱盖板支撑起来的工具,将烟箱盖板支撑起来挡住要洒出烟箱的烟叶,就能保证烟片不会洒出到烟箱外;同时为了保证在压头下压的时候不损坏烟箱,在压头下压的时候需要保证盖板能够自由下落,不被压头压坏(如图5所示)。
综上所述,为防止高出烟箱口的烟片不洒出烟箱,同时又不能影响预压打包机的压头下压,烟箱盖板支撑工具需具备两个功能:
1) 能将烟箱盖板支撑起一定的角度,盖板与烟箱口的夹角大于90˚,才能防止烟片外溢;
2) 在烟片装箱时,压头下压,该支撑装置能使烟箱盖板随着压头下压,待压头上移之后能再将烟箱盖板弹回原位,如图6所示。
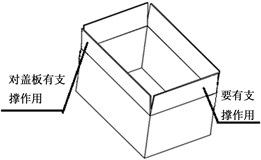
Figure 6. Schematic diagram of supporting tools for smoke box cover plate
图6. 烟箱盖板支撑工具示意图
3.2. 烟箱盖板支撑装置方案
为了满足烟箱盖板支撑工具的功能要求,需要设计专门的装置对烟箱盖板施加回弹力。考虑装置的轻便性和陈本问题,我们采用弹片式支撑方案来提供回弹力,方案分析如表3所示:
在选定了弹片式作为烟箱盖板支撑复位装置的方案后,接下来对弹片式支撑工具的具体结构进行分析设计。烟箱的尺寸为1115 × 690 × 725 mm,因烟箱尺寸较大,所以需要先选定弹片式烟箱盖板支撑复位装置的安装位置,提出以下两种方案进行对比选择,如表4所示。
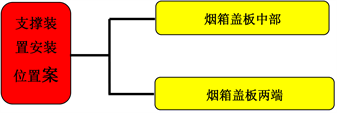
Table 4. Installation position selection of shrapnel support scheme
表4. 弹片式支撑方案安装位置选择
确定了烟箱支撑工具的位置在烟箱盖板的端部,用挂钩的方式将支撑工具固定在烟箱上,如图7所示。考虑到每个烟箱有四块盖板,需要四个该装置才能将四块盖板支撑起来,将两个该装置组合到一起,就只需要两个挂钩,且相邻两个支持架能互相平衡,使得夹持块紧贴烟箱侧板。
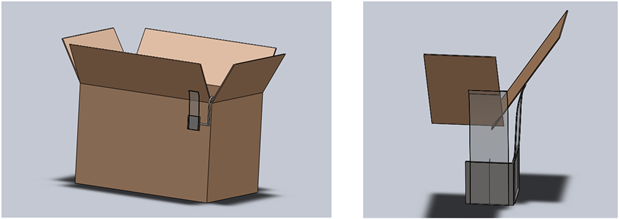
Figure 7. Schematic diagram of hook support
图7. 挂钩支撑示意图
综合以上方案分析,确定了弹片式支撑复位装置的结构,如图8所示。

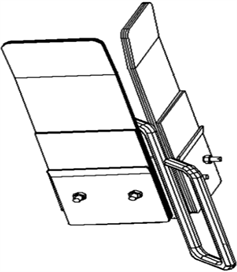
Figure 8. Schematic diagram of shrapnel support device
图8. 弹片式支撑装置示意
经过试验:弹片材质用厚度为2 mm的聚乙烯板,弹片弹性力臂长度为200 mm,宽度为100 mm,弹片数量为3片;用不锈钢钢板材料制作直角夹持块和提手,夹持块宽度为100 mm,厚度2 mm,提手用直径为8 mm的不锈钢圆杆制作,将两块板材呈直角布局焊接在提手上。弹片和夹持块用螺栓进行固定。
4. 效果验证
4.1. 效果检查
将烟箱盖板支撑复位装置制作完成后,放到生产车间预压打包上进行试验验证:
烟箱盖板支撑复位装置挂到烟箱的两个对角上,将烟箱盖板支撑起一定的角度,烟箱随输送辊道输送到打包机下方,如图9所示。在完成预压装箱后,盖板支撑复位装置将烟箱盖板支撑到大于90˚的位置。在压头下压时,压头下压烟箱盖板,盖板压缩弹片向下折弯,待压头上移后,弹片向上回位,烟箱盖板在弹片的推动下向上运动。安装了烟箱盖板支撑复位装置不影响预压打包机的正常工作,烟箱盖板能随着压头密封套的下压而下压到80˚~90˚之间如图9所示。

Figure 9. Installation diagram of reset device supported by cover plate of smoke box
图9. 烟箱盖板支撑复位装置安装图
烟箱盖板支撑复位装置的功能基本实现,烟箱在输送过程中洒出到烟箱外的烟片明显减少,如图10所示。以10箱烟为一批,两条生产线个测量了6批烟箱烟片外溢情况,结果如表5所示。由表我们可以看出,在输送过程中溢出到烟箱外面的烟片平均为0.26千克/10箱。
Table 5. Investigation on the drop of smoke pieces in the prepress (unit: kg/10 boxes)
表5. 预压机工作中的烟片掉落调查(单位:千克/10箱)
4.2. 总结
通过现场验证,可以看到实现了烟箱盖板支撑复位装置的设计目标,现场掉落的烟片大幅减少。因此,小组改善课题目标完成。由于外冒烟片的大幅减少,减少了烟叶原料的浪费,基本杜绝了预压机生产作业区的烟片碎末污染,降低了空气中粉尘含量,改善了生产环境,减少了现场清洁工作的劳动强度,实现了清洁生产,符合企业精益管理的理念。
参考文献