摘要: 首先通过长脉冲激光与短脉冲之间比较引出皮秒激光技术,其次对皮秒激光技术的发展历程进行阐述,再次介绍了国内和国外的皮秒激光技术发展现状,从次叙述了基于SESAM被动锁模技术的皮秒激光脉冲形成的物理过程,包括非线性放大阶段、非线性吸收阶段和线性放大阶段,另外,介绍了皮秒激光加工技术的优点和应用,其中皮秒激光加工技术应用包括金属钻孔、划线、切割、表面结构化、表面清洗等等几个方面以及具体实例。最后通过比较纳秒、皮秒和飞秒三种激光技术的优劣势来表达对皮秒激光技术的未来展望。
Abstract:
Firstly, the picosecond laser technology is introduced by comparing the long pulse laser with the short pulse laser. Secondly, the development history of the picosecond laser technology is de-scribed. Thirdly, the development status of the domestic and foreign picosecond laser technology is introduced. Then, the physical process of picosecond laser pulse formation based on SESAM passive mode locking technology is described, including nonlinear amplification stage, nonlinear absorption stage and line. In addition, the advantages and applications of picosecond laser processing technology are introduced. The application of picosecond laser processing technology includes metal drilling, marking, cutting, surface structure, surface cleaning and so on. Finally, by comparing the advantages and disadvantages of nanosecond, picosecond and femtosecond laser technology, the future prospect of picosecond laser technology is expressed.
1. 引言
自1960年5月西奥多·哈罗德·梅曼(Theodore H. Maiman)点亮了第一束激光之后,激光技术在几十年间以惊人的速度迅速发展,被广泛应用于生产实践中,例如制造业、军事、医疗、通讯等方面。作为一项通用的、强有力的、最现代化的万能工具,激光在制造业领域占有重要地位,随着制造业的生产要求在不断提高,许多传统的加工技术已经无法满足加工需求,而激光的出现刚好解决了这一问题。在很久以前,人们就想到用激光对各种材料进行微加工 [1] [2],但所使用的激光脉宽长,且亮度低,所以导致的结果就是被加工的材料熔化并且持续蒸发。即使激光束的光斑小,但是对于被加工材料的热破坏较大,加工精度也随之受到影响,如图1所示。从图1中可以看出在长脉冲激光加工过程中,会产生喷射的熔融材料、表面残屑、重铸层以冲击波造成的表面波纹对相邻结构的破坏等。因此要想提高加工的质量,就必须得减少激光工作时所产生的热量,而超短脉冲就是最合适、最理想的工具,如图2表示的是长脉冲、短脉冲和超短脉冲激光加工效果对比图。从图2中可以分析出使用皮秒激光加工的效果最好,对材料产生的影响最小。当激光的脉冲宽度达到皮秒量级的时候——也就是皮秒激光,极高的功率密度与极短的相互作用时间使得激光束在工作时,不会给被加工材料带来热效应,所以也被称之为冷加工技术。
2. 皮秒激光技术的发展
现阶段,为了达到皮秒量级及以上的超短激光脉冲宽度,人们普遍利用锁模技术去实现 [3] [4] [5] [6]。在几十年间,锁模技术经历了主动锁模、被动锁模、主被动锁模、自锁模等发展阶段,其中人们最广泛采用的是被动锁模,其最核心、最重要的器件就是半导体可饱和吸收体(Semiconductor saturable absorption mirrors),简称为SESAM [7],如图3所示为一个SESAM器件。由于产生超短脉冲“最简单可靠”,受到人们的广泛关注,并加以研究和应用。表1是自1992年SESAM被发明以后,基于SESAM的被动锁模技术发展历程。SESAM器件的发展与皮秒激光技术发展息息相关,由于SESAM器件的损伤阈值低的原因,基于SESAM的被动锁模激光器输出的脉冲能量并不高,要知道,在进行一般的微加工与实验研究时,通常会用到百微焦以上的脉冲能量,而在工业上,脉冲能量的要求则会更高。所以,这就需要将皮秒激光器所输出的脉冲采用再生放大或者行波放大的方法对它进行能量的放大。
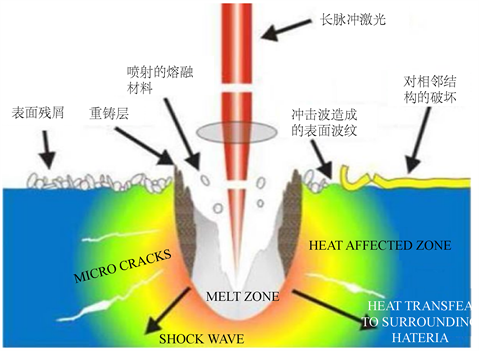
Figure 1. Schematic diagram of long pulse laser processing
图1. 长脉冲激光加工示意图

Figure 2. The processing effect of long pulse laser processing, short pulse laser processing and ultra short pulse laser processing
图2. 长脉冲激光加工、短脉冲激光加工和超短脉冲激光加工效果对比图

Table 1. Development of picosecond laser technology
表1. 皮秒激光技术的发展历程
目前,世界上仅有几个国外的企业掌握着核心技术,他们主要来自于发达国家,包括德国的通快公司、美国的Coherent公司等,主导着全球皮秒激光市场的发展方向。以德国和美国的公司为例,德国的通快公司利用薄片激光放大技术实现了200 W的皮秒激光能量输出,而且光束质量非常好,受到广大企业和科研工作者的青睐,占据了激光加工的大部分市场。而美国的Coherent公司则利用基于主振荡功率放大系统的多级行波放大的方法,也将皮秒激光器的输出能量提高到了50 W [8]。
国内关于皮秒激光技术的研究与应用尽管起步较晚,但是在众多科研人员的努力下和国家政策的支持下,我们一直在进步发展,特别是中国科学院半导体研究所研究员马骁宇团队自主研制的国产高破坏阈值高性能SESAM器件的成功,很大程度上缓解了该器件对国外产品的依赖程度,而且国产的高损坏阈值高性能SESAM器件在某些方面甚至比国外的产品更加优秀,为我国激光加工技术的发展注入了一剂强心剂。
3. 基于SESAM的皮秒激光脉冲的形成过程
在SESAM被动锁模激光器中,产生皮秒激光脉冲的过程实质上就是将一系列不规则的脉冲整形成锁模脉冲 [9]。形成过程大致可分成以下3个阶段:
1) 线性放大
在初始产生的激光脉冲中具有荧光带宽的光谱含量,而且纵模之间出现干涉现象,导致激光脉冲的光强度不够稳定。而且这个阶段腔内能量比较低,当光照射到SESAM器件的时候,SESAM就会产生调制现象,对光脉冲的吸收是呈非线性的,也就是说SESAM偏向于吸收弱脉冲,而强脉冲则吸收得少。又因为SESAM器件的结构特性的原因,光脉冲经过SESAM射出,再经过某种激光介质之后,激光就会得到线性放大,就是偏向于放大强脉冲,而弱脉冲则放大得少,最终大部分弱脉冲消失掉 [10]。同时,在放大的过程当中,发生了选模作用,而光脉冲的频谱宽度变窄,被放大的信号则变得更加平滑。
2) 非线性吸收
当选模作用发生后,当照射在SESAM上的光达到一定程度时,腔内能量进一步增加,就会发生漂白效应。SESAM中的吸收体呈非线性吸收,强脉冲快速增强,而大多数弱脉冲会被吸收和抑制,所以发射的脉宽变窄 [11]。
3) 线性放大
当光脉冲经过非线性吸收这个阶段后,会对光的振幅和相位实现调制。而调制过后所产生的强脉冲,再通过增益介质时,脉冲的前面部分和中间部分会消耗大部分反转粒子,然后进行放大,而脉冲的后部分的增益就会变少,所以放大就少,小脉冲会不断地被抑制,就能得到高亮度、短脉宽的一系列激光脉冲 [12]。
4. 皮秒激光技术的应用
因为皮秒激光加工的诸多优点 [13] [14] [15] [16],被广泛应用在各个行业,包括工业生产、医疗、军事等等 [17]。下面是几个具体应用实例。
4.1. 金属钻孔 [18] [19] [20]
在工业上,一般使用纳秒激光来加工金属微孔,但是加工的效果不是很理想,微孔表面会残留熔渣等问题,必须经过二次处理才行。当纳秒激光换成皮秒激光加工,加工的效果就非常好,不会出现上述问题,如图4和图5所示。
另外就是电路板钻孔,在电路板上,为了能将众多的电子元件给连接起来,通常会在板上打几十万个纳米级别的小孔。所以在打孔的过程当中,激光工作时所带来的热效应会影响电路板基底的稳定性,所以必须得解决这个问题。皮秒激光加工会是一个更好的选择 [21]。此外,塑料薄膜、半导体、金属膜和蓝宝石等等材料也可以利用皮秒激光进行高精度、高质量的钻孔 [22]。
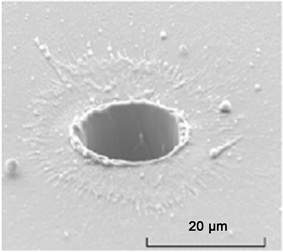
Figure 4. Surface morphology of nanosecond laser drilling
图4. 纳秒激光打孔表面形貌
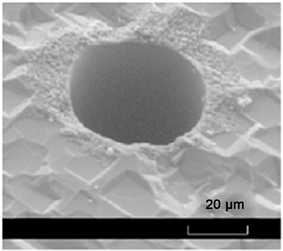
Figure 5. Surface morphology of picosecond laser drilling
图5. 皮秒激光打孔表面形貌
4.2. 划线
激光脉冲可以采用扫描的方式叠加,从而形成线,如图6所示。大量的扫描可以深入到陶瓷的内部,当划线的深度达到材料厚度的1/6时,在陶瓷基底上,就可以沿着这些刻线分离单个模块 [23]。

Figure 6. Different effects of picosecond laser and nanosecond laser on polycarbonate materials
图6. 皮秒激光和纳秒激光在聚碳酸酯材料上进行划线加工的不同效果
4.3. 切割
利用激光对材料进行烧蚀,去除材料直到切透为止,所以也称为消融切割 [24]。2003年,德国的一家公司利用自主研发的首款商业化皮秒激光器开展了一项实验,那就是切割厚度为50 um的硅片,同时也使用纳秒激光器和飞秒激光器进行切割,以便进行对比,如图7所示。结果发现与飞秒激光切割的效果与精度相比,皮秒激光毫不逊色,而与纳秒激光切割相比,加工效果则优异得多,表面不会出现残留熔渣等问题,更不需要进行二次处理 [25] [26]。

Figure 7. Comparison of femtosecond laser, picosecond laser and nanosecond laser processing (a) femtosecond laser processing; (b) picosecond laser processing; (c) nanosecond laser processing
图7. 飞秒激光、皮秒激光和纳秒激光加工对比图(a)飞秒激光加工(b)皮秒激光加工(c)纳秒激光加工
此外,英国的曼彻斯特大学将皮秒激光进行三倍频之后得到激光束对医疗领域的心血管支架进行高精度、高质量的切割,如图8所示。相比于传统激光加工使用Nd:YAG激光进行切割,有效避免了需要二次处理的棘手问题 [27] [28]。
4.4. 表面结构化
采用结构化的方法可以改变材料表面的物理特性 [29]。这一应用源自于仿生学,生物体的许多神秘的特性值得我们去研究。比如荷叶,下雨时荷叶上不会粘上水滴,是因为荷叶表面的疏水性结构。所以我们可以采用皮秒激光加工的方式,在材料的表面雕刻出这个亚微米结构,实现这个物理特性 [30] [31]。
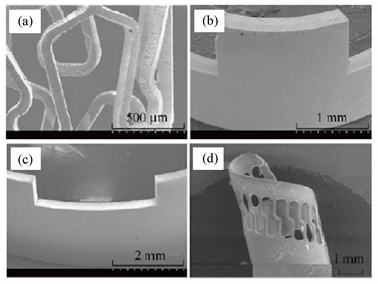
Figure 8. Picosecond laser processing of various cardiovascular stents (a) Cobalt chromium alloy; (b) Silver; (c) Titanium; (d) Polymer materials
图8. 皮秒激光加工各种心血管支架(a) 钴–铬合金;(b) 银;(c) 钛;(d) 高分子材料
4.5. 表面清洗
一些零部件以及机器在使用或者维护时,需要对其进行清洗。例如焊钉,在焊接之前必须清除掉表面的氧化层,使用传统的清洗方法——机械清除和化学法,则会对焊钉本身产生损伤。如果采用皮秒激光加工的方式去清除氧化层,则会非常有效,而且不会出现损耗问题,还增加了焊钉表面的粗糙程度,有利于接下来的焊接工作,如图9所示。
5. 展望
经过几十年的发展,皮秒激光技术已经取得了很多显著的成就,相比于纳秒激光技术,皮秒激光技术的优势展现了无与伦比的优势;相对于飞秒激光技术来说,虽然飞秒激光技术的加工质量与精度更好,但是,目前该技术还处于研究阶段,所以皮秒激光技术无论是在价格上、稳定性以及普及度上,都是飞秒激光技术无法比拟的。就未来而言,皮秒激光技术仍然有巨大的潜力可以挖掘,特别是在皮秒激光器的价格下降之后,普及度会迅速上升,极大地促进激光技术的发展。
基金项目
海南省重大科技计划项目(ZDKJ2019005)、海南省基础与应用基础研究计划(自然科学领域)高层次人才项目(2019RC190, 2019RC192)、海南省自然科学基金(2018CXTD336, 618QN241)、海南省高等学校科学研究项目(Hnky2020-24, Hnky2020ZD-12)、国家自然科学基金项目(61864002, 61964007)和中国工程科技发展战略项目(19-HN-XZ-07)。
NOTES
*通讯作者。