1. 引言
立方氮化硼(cBN)是一种高性能工具材料,在金属切削工业中用于对淬火合金钢、钛合金、高强度镍合金和粉末金属合金等硬度较高的难加工材料的精密切削 [1] [2] [3] [4]。尽管聚晶金刚石(PCD)在机械性能上优于cBN,但是cBN在高温下的耐腐蚀性和热稳定性 [5],使其特别适合加工硬质合金钢等铁基材料。对cBN材料的研究将使这些超硬材料满足在其他领域应用的严格要求,并提高它们在现有领域的性能 [6]。
目前提高cBN机械性能的方法主要有以下两种:添加粘结剂和细化cBN晶粒 [7]。Harris等人通过研究发现:添加粘结剂和细化晶粒均可以促进cBN材料硬度的提高 [8]。粘结剂(通常是铝或氮化钛(15%~50%))常被用于高合金硬化钢或高温合金中以改善高合金硬化钢或高温合金的综合性能 [9]。通过添加粘结剂可以在一定程度上提高cBN的机械性能 [10]。无粘结剂cBN,通常是由尺寸较小的晶粒(<500 nm)构成的,而且其具有高硬度、高横向断裂强度、高速切削钛合金材料等特点 [11]。常用的无粘结剂cBN有两种类型:一种是纯cBN,另一种是纤锌矿/立方氮化硼(wBN/cBN) [12]。纤锌矿氮化硼(wBN)是一种类似于cBN的硬相材料。wBN/cBN复合材料通过对cBN材料进行高压、高温(约7 GPa和1800℃)烧结制得 [13]。在高压、高温烧结过程中,将一定比例(20%~80%)的cBN材料转化为wBN材料,得到wBN/cBN复合材料。wBN/cBN复合材料具有高断裂韧性和高硬度的独特性能,使得这些材料在极限切削条件下依然可以正常使用 [14]。
虽然无粘结剂cBN刀具和wBN/cBN刀具在淬火钢和钛合金的铣削和车削精加工过程中的应用非常广泛,但它们的硬度(40~50 GPa)仍远低于PCD刀具的硬度(65~80 GPa) [15]。提高BN材料硬度的方法有:高温高压烧结法、添加不同的结合剂、气相沉积法制备cBN图层等,然而这些方法通常有能耗大,制备的BN材料硬度往往达不到使用要求、带来严重的环境污染等缺点 [16]。水射流辅助激光加工工艺是以激光热源为主要加工工具,以水射流为辅助的复合加工工艺。激光作为一种热源,当其作用在被加工材料的表面时,材料首先瞬间被加热,加热过程与激光辐照功率密切相关,随着激光密度的不断提高,被加工材料表面将经历相变、熔化、气化的过程,水射流的辅助作用主要体现在减少热影响,实现高质量的加工效果 [17]。基于以上加工机理,水射流辅助激光加工往往具有对工件伤害小,环保无污染等优点,因此,常被用于各种硬度较大工件的刻蚀,切割,通孔等 [18]。目前,水射流辅助激光加工工艺在cBN材料上的应用主要有cBN材料的工具(如砂轮)的精密加工、整形,cBN材料的精密切割、刻蚀、通孔等 [19]。本文通过对一种新型激光/水射流热处理工艺的初步研究发现,通过控制激光的功率和能量密度,并配合水射流淬火,可实现对wBN/cBN材料的表面热处理,即控制热处理中的加热温度低于wBN/cBN的氧化温度,因此不会出现材料表面融化及加工现象,但会出现一定量的相变和晶粒细化。结果表明,经快速淬硬处理的wBN/cBN复合材料,其硬度接近甚至可以达到PCD材料的硬度,作为切削刀具,具有更好的加工效果。
2. 实验
2.1. 实验材料
实验所用工件的材料为无粘结剂单相cBN材料和无粘结剂双相wBN/cBN (50% wBN/50% cBN)材料。两种材料均加工成直径为9.52 mm,厚度为3.18 mm的圆盘状。两种材料均为瑞典隆德大学超硬材料实验室制备并提供。
2.2. 热处理实验
对待加工材料的热处理过程包括采用激光/水射流(LWJ)系统的激光加热(激光器为Laser Spectra Physics 820)和水射流连续淬火(图1)。将待加工材料安装在热处理之前,用丙酮清洗材料的表面,以去除工件表面的灰尘、残渣等污染物。
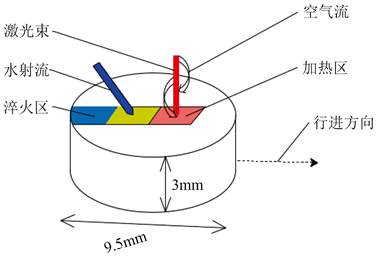
Figure 1. Schematic of LWJ heat treatment process
图1. LWJ热处理工艺示意图
对待加工材料的热处理采用CO2激光束持续加热,参考前期研究成果 [9],采用激光束的光斑尺寸为1 mm,速度为68 mm/s。采用200 W的低激光功率用于防止氮化硼的熔化或破碎。激光加热的工件材料表面温度约730℃~1030℃。激光束后紧接着是400 kPa的水射流,距离激光束3.4 mm。此外,激光束被压缩空气包围,以防止激光与水的相互作用。热处理时对样品相同区域进行单次扫描。热处理后,再用丙酮和甲醇对样品进行清洗,以除去热处理过程中产生的残渣、灰尘等污染物,然后进行维氏硬度检测。
2.3. 硬度测量实验
采用Tukon显微硬度计进行压痕维氏硬度测量。负载设置为1 kgf (9.81 N)以确保压痕区不发生断裂,测试持续时间为30 s。使用高分辨率(±1 µm)光学显微镜和光学轮廓仪对压痕对角线的长度进行了测量。然后利用关系式(1)计算其维氏硬度:
(1)
其中L为载荷(1 kfg),d为维氏压痕两条对角线的平均长度(mm)。为保证试验数据的可靠性,在材料表面不同随机位置进行了10~20次硬度测量。
3. 实验结果
3.1. 样品表面变化
通过显微镜观察(图2)得到,经激光热处理后,样品颜色从黑色/灰色变成了近乎透明的白色。这种变化主要是因为晶体形态发生了变化。立方氮化硼从白色到琥珀色的变化意味着四面体晶体(与八面体相反)的晶粒尺寸的变小。值得注意的是,颜色的变化也可能是由材料中的夹杂物、掺杂物或缺陷引起的。cBN颜色的变化,说明激光热处理中可能发生了相变、化学成分或晶粒尺寸的变化。
3.2. 硬度分析
图2为未处理的和经激光水射流热处理的样品维氏硬度测试后压痕大小和形状的对比图。在未处理的立方氮化硼中,由于晶粒尺寸(3~5 μm)较大或含有氮化硅,压痕周围存在较大的变形。
 (a) 未经处理的双相wBN/cBN样品
(a) 未经处理的双相wBN/cBN样品 (b) 经激光水射流热处理的双相wBN/cBN样品
(b) 经激光水射流热处理的双相wBN/cBN样品
Figure 2. Optical images of indentations: (a) untreated (b) laser heat treated, dual phase wBN/cBN
图2. 双相wBN/cBN样品压痕的光学图像
图3为经过一次激光扫描后双相wBN/cBN样品的维氏硬度测试结果的箱形图。激光处理后的双相wBN/cBN材料的维氏硬度达到了70 GPa左右,接近PCD材料的维氏硬度。
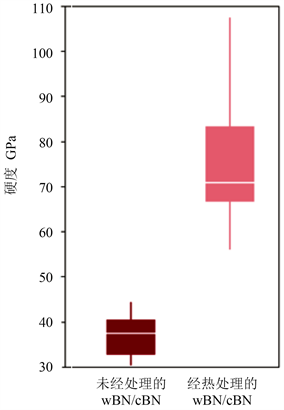
Figure 3. Dual phase wBN/cBN (single laser pass)
图3. 双相wBN/cBN样品维氏压痕硬度测试数据(单路激光)
4. 结论
综上所述,本文采用激光/水射流(LWJ)热处理双相wBN/cBN材料。经过热处理后的wBN/cBN材料,其微观结构发生了晶粒细化,晶粒间的空隙变小等现象。宏观上,wBN/cBN的维氏硬度从原有的40~50 GPa,增加到70 GPa。其硬度增加的原因是wBN/cBN晶粒细化,根据位错理论,晶界是位错运动的障碍,在外力作用下,为了在相邻晶粒产生切变变形,晶界处必须产生足够大的应力集中,细化晶粒可以产生更多的晶界,如果晶界结构未发生变化,则需要施加更大的外力才能产生位错塞积,从而使材料强化,也就是霍尔佩奇效应。因此热处理后的wBN/cBN材料表面硬度大幅提升,具有更好的切削性能。预期可以在未来部分取代cBN刀具及PCD刀具。