1. 引言
沙特是中国在中东地区推进“一带一路”建设的重要合作伙伴 [1],在此背景下,中国施工企业在沙特的市场前景将非常广阔。近几年,管道局先后中标了沙特阿美多个项目,其中多数工程属于油气田区的Freeflow line和Pipe line。
沙特阿美的油气田区是世界上最早和最大的油气产区之一,已经有庞大的油气管道网络。在这些地区施工,管线的走向极其不规律,水平转角多,由于有大量的在役设施穿越,纵向弯管的使用量也很大。以管道局承建的沙特阿美NGCP项目为例,仅Haradh区域的308 km钢质管道就需要安装4000多根冷弯管,因此,研究冷弯管的安装技术,对施工的进度和成本都有很重要的影响。
目前,大部分的冷弯管安装都是根据设计图纸估计,现场调整角度偏差,经常会出现角度不合适或强力组对的情况。本文首先论述了冷弯管的应用,并从冷弯管的测量、现场组合以及预制等方面阐述了如何确定冷弯管的角度,提高施工质量,减少浪费。
2. 冷弯管的应用
2.1. 管道走向改变的方法
输油输气钢质管道的走向改变一般有三种方法:
1) 采用弹性敷设方式
该方法应用于角度较小,曲率半径较大,而且有足够的空间的区域。我国规范的一般要求,弹性敷设的最小曲率半径为1000 D。
在沙特阿美的规范和图纸中,一般不给出具体的曲率半径,而是采用公式计算法来确定。例如:
其中,
R:曲率半径;
E:弹性模量;
D:管道外径;
Sb:管道应力。
2) 采用热煨弯管或热煨弯头方式
热煨弯头一般是采用角度级差的方式进行定制,例如,外径20英寸的钢管,设置30˚、45˚、60˚、90˚几种规格。设计时先计算出转角度数,再人为地进行圆整到拟订货的级差度数,产生的误差采用调整管沟来适应弯头或与冷弯管组合使用来消除 [2]。
如果规格设置过多,将会成本增加,一旦现场又线路调整,也会造成订制弯头的浪费,如果规格设置较少,不能满足现场不同角度转向的需要,而且在沙特阿美项目,依靠管沟调整的方法不能满足中线偏差的要求。
3) 采用冷弯管的方式
冷弯管的角度可以根据现场实际需要进行确定,其精度可以达到1分。冷弯管的最大角度和最小曲率半径在各种规范中有不同的规定。沙特阿美的规范《Construction of On-Land and Near-Shore Pipelines》(SAES-L-450)中,对不同管径冷弯管弯制时,每一进尺的长度和角度进行了规定(见表1)。
2.2. 冷弯管应用优点
在油气管道施工中,水平转角和纵向转角均可以使用冷弯管,而且施工中冷弯管有以下优点:
1) 冷弯管制作工艺简单,相较于热煨弯头,成本较低。
2) 冷弯管的角度在一定范围内可以根据需要进行调整,更能契合图纸和现场实际需要。
3) 冷弯管的曲率半径相较于弹性敷设小的多,尤其是小管径的钢管,最大弯曲角度能达到45度,基本能够替代热煨弯管和热煨弯头。
4) 冷弯管可以通过组合叠加等多种方法,达到契合现场条件的目的。
5) 针对沙特阿美公司在油气田区域的管道安装,由于在建设施非常多,而且分布极不规范,通过增加冷弯管安装来调整路由是最为方便快捷的方法。
3. 冷弯管安装的步骤
3.1. 冷弯管安装的流程
冷弯管安装的重点在角度确定,而角度确定的重点在现场测量,根据在沙特阿美的施工经验,冷弯管安装中的重要工序如下(见图1):

Figure 1. Installation process of cold bend pipe
图1. 冷弯管安装流程
3.2. 现场测量
沙特阿美的施工合同规定,在合同生效后三个月内,如发现图纸有严重错误或存在重大变更,可申报并可获得工期及费用补偿,逾期将由承包商自行承担。另外,近几年沙特阿美油气管道市场的快速扩张,导致大部分工程的设计时间比较短,设计错误较多。
由于以上原因,施工单位拿到图纸后,应尽快进行核查,并进行现场初步测量。测量工作的要点:
1) 测量前,仔细审查施工图纸,对转角处起弯点、弯心以及终弯点的坐标进行统计,并对地上和地下障碍物的坐标进行统计。
2) 测量时,应顺便将作业带测量出来。
3) 直线段,可以采用间隔100米或150米打桩的方式,确定中线。
4) 转角处,必须确定出起弯点,弯心和终弯点,并打桩标识。
5) 遇到电线杆、阴保站或其他障碍物与管道间距不满足阿美规范要求时,应尽快进行标记,并反馈给业主项目管理团队(Project Management Team)办公室。
3.3. 路由调整
现场施工时,为了保证施工的顺利进行,经常需要调整原路由,其原因主要有以下几个方面:
1) 按原路由遇到图纸未标明地上障碍物或障碍物与管线间距不够,需要改变原路由的水平转角。
2) 现场发现图纸未标明的地下管线或光缆等,需要增加纵向弯管或改变水平转角。
3) 现场地质与图纸设计不符合,需要改变管道埋深。
4) 现场实际环境与图纸不符合,需要改变施工方案,例如,由原设计的大开挖改为定向钻穿越等。
3.4. 确定角度
3.4.1. 水平弯管角度确定
当水平转角或纵向角度采用一根弯管能满足要求时,应按如下步骤确定弯管角度:
1) 根据图纸坐标找出起弯点坐标、弯心坐标和终弯点坐标。
2) 针对水平转角,利用软件确定弯管弧线段的中心线位置,每隔2~3 m确定一个点的坐标,并在现场对弧线部分放出中心线位置,进行管沟开挖,并复测。
3) 针对纵向转角,应确定起弯点和弯心,并确定弯心的高程,现场开挖管沟后进行复测。
4) 根据现场复测情况,确定弯管角度和坐标,以外径8英寸角度为10˚弯管为例(见图2)。
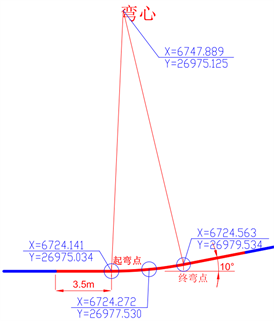
Figure 2. Angle determination of single bend
图2. 单根弯管角度确定
3.4.2. 水平组合弯管确定
对于转角较大,且没有合适较大弯管或弯头时,需要采用冷弯管和冷弯管组合或者冷弯管与热煨弯头组合的方式进行施工。其施工步骤如下:
1) 确定起弯点、转角的顶点、终弯点的坐标。
2) 根据弯管或弯头的尺寸进行调整,一般转角的顶点坐标不动,调整起弯点和终弯点的坐标。
3) 现场放线、挖沟后,进行复测。
4) 以外径762 mm (30英寸)的管道,转角55˚为例,可采用45˚热煨弯头(曲率半径5 D,两端直管段长1 m)和10˚的弯管进行组合(见图3)。
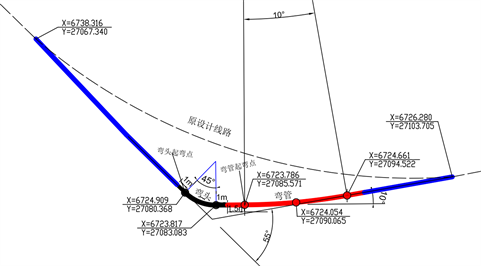
Figure 3. Combination of hot bend and cold bend
图3. 热煨弯头和弯管组合
3.4.3. 水平转角和纵向转角叠加弯管
现场施工时,经常会遇到水平和纵向都有转角的情况,此时应认真测量,确定弯管的角度(见图4):
1) 首先,根据现场管道纵向,测量水平转角α。
2) 确定高差h,从而确定纵向转角β。
3) 通过公式计算所需弯管角度180˚——θ。
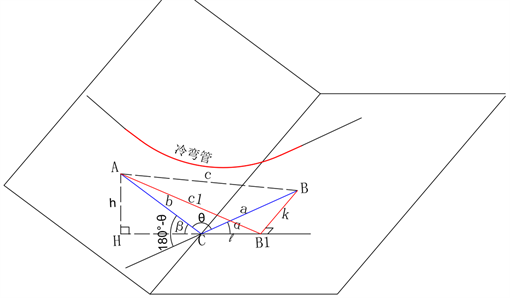
Figure 4. Combination of hot bend and cold bend
图4. 叠加弯管
根据图4推导叠加弯管角度计算公式:
由直角三角形ΔBCB1、ΔBAB1、ΔAHB1可以得出:
①
②
③
④
由余弦定理得出:
⑤
合并①②③④⑤式,通过三角代换,可得:
3.5. 弯管场地建设
3.5.1. 弯管场地的选择
1) 弯管场地应选择在交通便利,依托较好的地方。
2) 弯管场地应该选择不宜被水淹没,基础较好的地方。
3) 弯管场地的大小应根据弯管量的大小来设计。
4) 弯管场地应尽可能平坦,便于处理的地方,减少修整工作量。
3.5.2. 弯管场地的设置
弯管区域的合理设置,能够减少弯管倒运,并最大限度的存放弯管,同时也便于弯管的拉运。弯管场地应根据现场实际情况进行合理设置,一般应设置原管堆管区域、成品弯管区、弯管机位置区,吊车位置区,并设置车道(见图5)。

Figure 5. Cold bend fabrication shop setting
图5. 弯管场地设置
3.6. 弯管预制
用于制作冷弯管的钢管均采用与所在线路段用管相同的管子,防腐管应无损伤、冷叠、压痕、划痕、裂纹、褶皱等缺陷。管子标识应清楚,现场要有钢管厂和防腐厂提供的出厂合格证,用于弯管制作的直管,必须经过QC检验,具备检验报告后方可使用 [3]。
目前,国内外广泛采用垂直液压弯管机加工冷弯管,其基本原理是将钢管放置于弯管机模具上,调整钢管位置、上模、下模、内胎、夹具等,按照设计的冷弯管加工工艺参数,冷弯管机主油缸对钢管施加合适的弯曲力矩,使钢管局部管段产生适量屈服变形,形成一定的成形角度 [4]。
采用垂直液压冷弯管机制作冷弯管的基本步骤为:后端夹具夹紧钢管(固定支点),通过前端下模主油缸的支点(活动支点)向上运动,使钢管沿上模曲线中部(固定支点)弯曲变形,再将钢管按一定的间隔移动后重复弯制过程,逐段弯制,最后达到设计的弯曲角度。主要工艺流程为:弯管机启动和预热,弯管基准点设定(胎芯–顶模基准点、弯曲间隔基准点、钢管水平基准点、钢管弯曲基准点),钢管弯制,质量检验,标识和装运 [5]。
弯管开始前,应进行场地准备、设备物资准备、技术准备以及人员准备。具体弯制应符合各个工程项目批准的施工程序文件、施工方案或者相应的标准规范。例如,管道局承建的沙特NGCP执行的是阿美的标准程序《陆地和近海岸长输管线施工规范》(Construction of On-Land and Near-Shore Pipelines SAES-L-450)以及该工程的冷弯管施工程序文件《Method of Statement for Cold Pipe Bending》。
3.7. 弯管安装
冷弯管弯制完成后,应进行标识、记录和验收,通过验收后,应尽快运至现场进行安装。
1) 首先,根据图纸或设计的弯管组合,进行重新放线,转角处设置加密桩,弧线段桩间距不超过3 m。
2) 根据放线结果进行管沟开挖。
3) 管沟开挖完成后,进行复测,并在沟内确定起弯点、终弯点以及弯管和直管连接的焊口坐标。
4) 根据弯管标识,将弯管运至现场。
5) 根据管道下沟和焊接施工程序文件进行组对焊接。
6) 如果弯管位置与沟壁太近,或者弯管角度不合适,应检查弯管标识和弯管角度。如果确认弯管标识和角度均正确,应进行管沟修整。
7) 弯管安装完成后,进行防腐、检漏和回填。
4. 结束语
冷弯管是油气管线施工中非常重要的一个环节,加强对冷弯管安装的研究,不仅能减少管材浪费,节约成本,同时对施工质量也起着关键的作用。在沙特阿美的油气田区,各种管线纵横交错,每公里弯管用量超过10根,合理的布置、组合和安装冷弯管更是非常重要。