1. 引言
涤纶工业长丝具有高强度、高模量、低伸长、耐疲劳、耐冲击、耐热性能好等优点,根据其性能可分为普通高强型、高模低收缩型、低收缩型、特殊功能型。例如高模低收缩型涤纶工业丝由于具有断裂强度大、弹性模量高、延伸率低、耐冲击性好等优良性能,在轮胎和机械橡胶制品中有逐步取代普通标准型涤纶工业丝的趋势;低缩型涤纶工业丝由于受热后收缩小,其织物或织成的橡胶制品具有良好的尺寸稳定性和耐热稳定性,能吸收冲击负荷,并具有锦纶柔软的特点,主要用于涂层织物(广告灯箱布等)、输送带纬线等;活性型涤纶工业丝是一种新型的工业丝,它与橡胶、PVC具有良好的亲合力,可简化后续加工工艺,并大大提高制品的质量 [1]。涤纶工业丝被广泛应用于轮胎帘子线、线绳、索具(吊装带,捆绑带)、煤矿输送带、汽车安全带、灯箱广告布、土工材料等领域。
近年来,我国化纤工业产量高速发展,品种日趋丰富,在缩短与国际先进国家间差距的道路上,纤维质量和制造成本需要并驾齐驱、共同发展。空气网络技术在改善纤维品质,特别是节能降耗方面显示出巨大的潜力 [2]。
涤纶工业丝的高强度特性是通过多级拉伸来实现的,通常工业丝牵伸定型设备为4~7对热辊;此外还有分丝轮、导丝器等各种瓷件,因此,较高的牵伸倍率、多道瓷件磨损使得涤纶工业丝的生产过程中毛丝较多、断头高发。本试验挑选长期纺况较差的纺位,探索不同产品类型与预网络器的配伍性,以期通过空气网络技术的使用提高生产稳定性、提升产品质量。
2. 试验部分
2.1. 试验原材料
纤维级聚酯切片(特性粘度1.02~1.12 dl/g),浙江古纤道绿色纤维有限公司生产。
2.2. 主要试验设备
纺丝设备:15E螺杆挤出机,ACW6卷绕机,德国巴马格生产;预网络器。
2.3. 主要检测设备
美国英斯特朗Indtron 3344强力仪,奥地利兰精含油仪。
2.4. 涤纶工业丝生产工艺流程
低粘聚酯切片经过固相增粘设备,特性粘度提高至1.02~1.12 dL/g,高粘度熔体经熔体过滤、侧吹风冷却、上油技术、牵伸定型、卷绕等过程制备得到,生产工艺流程如下:
纤维级聚酯切片→固相缩聚→螺杆熔融→熔体过滤→纺丝→上油→多级牵伸定型→卷绕→成品丝
3. 结果与讨论
3.1. 预网络器作用及原理
涤纶工业丝单丝粗、丝束旦数高,上油过程易出现不均匀的现象,给后道工序带来一系列问题。喂入辊和预牵伸辊之间增加预网络器,使油剂能够均匀的分散到纤维表面上,形成一层均匀的油膜 [3],同时改善纺程张力均一,进一步增强丝束的抱合力,有利于提高纤维对高倍牵的承受能力 [1]。
预网络器的工作原理是通过合理设计的丝道及气流喷孔,在其内部过丝区产生“涡流”,当丝束经过时各单丝在气流的作用下发生“振荡”,从而促使经过上油装置的丝束表面的油剂成分向丝束内部“渗透”,并使纺丝油剂均匀分布在各单丝表面上,使单丝具有更好的集束性,纺丝时丝条运行更加稳定。预网络器是通过单丝间“抖动”来提高丝束抱合力的,在整个过程中不需生成“网络结点” [4]。
3.2. 预网络器型号的选择
涤纶工业丝丝束线密度最大可以达到12,000 D,一方面是因为单丝粗,另一方面是因为需要对其进行合股,其合股位置大多在牵伸辊之后,因此经过预网络器的丝束都是从纺丝组件单喷出来的,丝束孔数规格包括有48f/72f/96f/144f/192f等,其经过预网络器的时候丝束尺寸大小是不一样的,气流的不同不仅影响丝束的抱合性,也会造成单根丝束圈出或断裂,形成毛圈丝,因此需要预网络器喷嘴气孔孔径进行选择。
试验过程中,对不同型号网络器上机后生产情况进行跟踪,数据见表1:

Table 1. Comparison of production data of different pre-entangling type
表1. 不同预网络器型号生产数据对比
表格中断头数和满卷率代表生产稳定性,毛圈丝代表成品丝性能。通过数据对比,三种情况下丝束在热辊上均可以稳定运行,D型预网络器断头数略有减少,满卷率及毛圈丝降等情况改善不明显,O型预网络器在断头数、满卷率及毛圈丝降等均有较大改善,因此我们选择O型预网络器。
3.3. 预网络器对成品丝含油率的影响
预网络器喷嘴喷出的压缩空气会将丝束上附着的油剂打散,在纺丝过程中丝束上油可以增加纤维的集束性、改善其可纺性、减少其静电性,提高织造效率和质量。因此试验过程中跟踪了预网络器使用前后成品丝含油率大小,采用预网络器孔径大小、压力,其测试结果件表2和图1:
Table 2. The influence of pre-entangling on OPU
表2. 预网络器对成品丝含油率的影响
从上表数据可以看出,预网络器使用前后成品丝含油率变化不大,但是由于丝束表面油膜的形成,可以提高纺丝过程的稳定性。

Figure 1. The influence of pre-entangling on OPU
图1. 预网络器对成品丝含油率的影响
3.4. 预网络器对纺丝满卷率的影响
选择长期纺况较差断头较多的纺位安装选定型号的预网络器,跟踪前后满卷率情况,统计数据以天为单位,具体见表3、图2及图3:
Table 3. Comparison of production data before and after the use of the pre-entangling
表3. 预网络器使用前后生产数据统计对比
从表中数据可以看出,安装前和拆除后断头次数多、满卷率低;而在预网络器使用过程中,生产过程断头次数大幅减少、满卷率提升显著。我们推断是由于预网络器的使用,油剂在丝束表面形成一层油
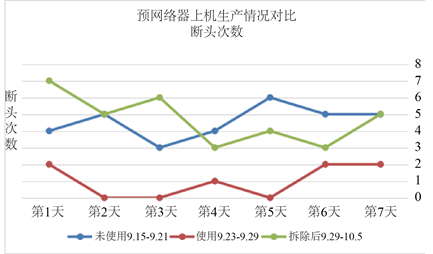
Figure 2. Comparison of the breaking times before and after the use of the pre-entangling
图2. 预网络器断头次数数据对比

Figure 3. Comparison of full-package rate before and after the use of the pre-entangling
图3. 预网络器使用前后满卷率数据对比
膜的同时使油剂的附着更趋均匀,油膜在丝束经过瓷件、热辊等器件时能够通过减少因表面磨损而造成的成品丝结构缺陷,从而使得断头次数减少、满卷率提升。
3.5. 预网络器对成品丝品质的影响
跟踪在预网络器使用过程中成品丝物性、外观指标变化情况,统计周期为1次/班,情况见表4:
Table 4. Comparison of product property before and after the use of the pre-entangling
表4. 预网络器上机成品丝品质对比
统计了强伸、含油、网络、干热收缩率、纤度等物理指标和毛圈丝、拌丝、毛丝团等外观指标,发现预网络器的使用成品丝物性、外观无显著差别,但是强度均匀性有一定改善,考虑可能的原因是在没有使用预网络器时,丝束的网络节点是通过主网络器一道加工而成,高压空气的作用会形成松紧丝,这在成品丝端面存在亮点可以得到证实,因此丝束在拉伸过程中受力不均会造成非正常断裂,使得断裂强度均匀性差。使用预网络器后,丝束在进入主网络器之前单丝之间就具有了一定的抱和性,因此在生成网络点的过程中不会产生松紧丝,成品丝断裂强度均匀性有提升,同时端面的亮点消失。
4. 结语
1) 通过喂入辊和预牵伸辊之间添加预网络器,使得涤纶工业丝的生产过程更加稳定,断头次数、满卷率数据改善明显,废丝、废料大幅降低,进一步降低了生产成本;
2) 通过数据对比发现,预网络器的添加对成品丝物性、外观影响不大,但是对产品的均匀性、稳定性有一定改善;
3) 在化纤生产过程中,随着我国石油化工行业的急速发展、化纤行业技术的稳步提升,设备改造升级及新设备的应用发挥着越来越重要的作用,因此设备改造升级、新设备应用将是寻求提质降耗方法的一个重要方向。