摘要: YB65A型硬条包装机是“十包立式”包装成型的主流实现方式,但伴随着中支烟产能扩大的需求,YB65A型硬条包装机设备运行速度的提升导致了烟包压紧及输送装置停机频次急剧升高,于是基于方形输送通道、毛刷压紧、烟包堆叠推送等三大部件进行原因分析和装置改进,借鉴弹簧扣、弹片和倒角进行思路设计和装置结构改进,结合动力学分析方法和受力分析软件等工具,对烟包堆叠推送部件和压紧部件进行改进,消除了烟包倾覆、挤压、堵塞和烟包拉线刮起等问题,提升了堆叠烟包压紧和输送的稳定性,包装效率由79%提高到86.9%,大幅降低了生产成本,优化了产品质量,目前改进装置已进行广泛的行业推广。
Abstract:
YB65A packaging machine is the mainstream realization method of “ten-pack vertical” packaging molding, but with the expansion of production capacity in middle cigarette demand, due to the in-crease in the operating speed of the YB65A packaging machine, the frequency of stopping the cig-arette pack compaction and conveying device has increased sharply. We conducted cause analysis and device improvements based on the square conveying channel components, brush pressing components, and cigarette pack stacking and pushing components, the design of ideas and the improvement of the device structure are based on the spring buckle, shrapnel and chamfer, we use tools such as dynamic analysis methods and force analysis software. Improve the stacking and pushing parts and pressing parts to eliminate the problems of overturning, squeezing, blockage and scraping of cigarette packs, and improve the stability of compaction and conveying of stacked cigarette packs, we have achieved an increase in packaging efficiency from 79% to 86.9%, greatly reducing production costs, and optimizing product quality. At present, the improved device has been widely used in the tobacco industry.
1. 存在问题
现有YB65A型硬条包装机烟包压紧及输送装置由方形输送通道部件、毛刷压紧部件、烟包堆叠推送部件等构成,实现堆叠烟包推入、定位、推出功能。现行大部分在产中支烟 [1] 采用“十包立式”小盒烟包排列方式进行包装成型 [2],“十包立式”包装成型主流实现方式基于YB65A型硬条包装机,实现中支烟硬条包装的实用、新颖、美观等需求。伴随中支烟产能扩大、提升设备运行速度的需求,当设备运行速度从每分钟200包提升至每分钟350包时,烟包压紧及输送装置停机频次急剧升高,达日均10次,查阅过往研究成果,目前对YB65A型硬条包装机烟包压紧及输送装置鲜有分析和改进,因此进行烟包压紧及输送装置的分析、研究与改进。
2. 原因分析
设备运行速度提升至每分钟350包时,烟包压紧及输送装置的故障停机频次过高,此时从装置的方形输送通道部件、毛刷压紧部件、烟包堆叠推送部件分析原因。
游标卡尺测得方形输送通道部件的内壁长、宽磨损值符合标准范围 [3],光切显微镜测得方形输送通道的表面(与烟包接触面)粗糙度Ra0.8,在正常磨损范围 [3],方形输送通道部件能完成堆叠烟包的束缚固定、推送支撑作用。
烟包堆叠推送部件为通道内的烟包提供推力,位于装置最前端,与前端翻包器装置 [4] 共同完成推力施加和烟包推接过程。翻包器装置在夹持烟包状态下,正确翻转率为98.29%,能为烟包堆叠推送部件提供稳定、适宜的推进力;装置前端翻包器装置与烟包堆叠推送部件的烟包准确推接,二者要求处于同一水平面 [5],水平尺检测得出二者未处于同一水平面,进一步测得最大高度差达1.5 mm,高速运行下易引发烟包在通道口的的侧倾、阻塞现象,为烟包压紧及输送装置故障停机频次过高的原因之一。
毛刷压紧部件位于装置上侧,测量得出毛刷安装位置符合要求 [3],毛刷整体施加压力符合要求;抽检刷毛的长度,部分刷毛磨损较大,毛刷对堆叠烟包的压力进行动力学分析,刷毛的长度磨损引起毛刷与堆叠烟包接触面积不均匀,各单一接触点所受毛刷的压力不同。进一步进行单一烟包受力分析比较,通道内每一烟包受到同一水平方向上的推力、与通道内侧的同一摩擦力,但受到来自毛刷的不同压力和摩擦力,通道内单一烟包受力方向和运动方向存在差异和偏差,烟包间产生碰撞、挤压,整排烟包未完全处于竖直工位,与通道底座未处于同一水平面,高速运动下易引发装置通道烟包阻塞现象。另外,毛刷与堆叠烟包(拉线头方向)顶面的接触存在水平反方向摩擦力,烟包的拉线头与烟包运动方向相反,高速运动下,毛刷易将烟包拉线头刮起,造成质量缺陷。毛刷压紧部件为烟包压紧及输送装置故障停机频次过高的原因之一。
3. 装置设计改进
3.1. 设计思路
装置前端翻包器装置与烟包堆叠推送部件的烟包推接时未处于水平位置会引发烟包侧倾,考虑推接位置完全处于水平位置较为困难的问题,借鉴弹簧扣自动装配机 [6] 创新思路,在装置前端引入弹簧卡口弹性件,实现推接过程时堆叠烟包的夹持、准确定位,保证水平推力的精准施加;动力学分析,弹簧卡口施加的在单一烟包上的紧固力为对称、均衡时,烟包在通道口处于水平竖直工位,安装空间分析,安装弹簧卡口为上下对称式,并进行SolidWorks设计与运动仿真,设计上、下弹簧卡扣式烟包夹持器如图1的图注5、6所示。
毛刷压紧部件存在毛刷耐磨使用寿命低、刷毛脱落等问题,考虑稳定、质量、经济等因素,设计思路为取消毛刷装置,择优选择一种新的压紧部件,借鉴板卡弹压垫及其板卡压紧装置 [7],选用带弹簧的弹片材料,材料学和受力分析得出带弹簧的弹片材料耐磨性好、表秒粗糙度Ra值低,优选后能够对堆叠烟包施加均衡的压力;结合质量管理和受力分析,优选弹片个数、尺寸、排布方式等可以消除压紧部件与烟包拉线头的接触,避免拉线头刮起质量缺陷,进行SolidWorks设计与运动仿真,设计如图3、图4所示压紧部件,仿真确定弹片个数为3个,均成长条形板状结构,包括两个长弹片和一个短弹片,三个弹片平行设置。
借鉴零件倒角在机械设计与制造中的应用 [8],引入倒角设计,起到磨平毛刺和锐边作用,减小烟包进入阻力,加强和集中压力或应力,应力分析,压紧部件的弹片组和弹片组固定件均设立倒角。

Figure 1. Schematic diagram of the layout of cigarette pack compaction and conveying device
图1. 烟包压紧及输送装置布局示意图
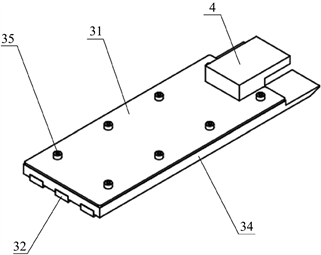
Figure 2. Three-dimensional view of pressing device
图2. 压紧装置立体图
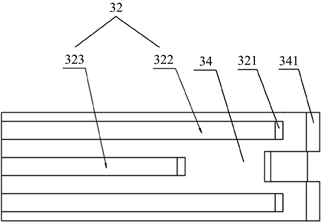
Figure 3. Bottom view of pressing device
图3. 压紧装置仰视图
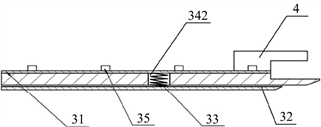
Figure 4. Sectional view of pressing device
图4. 压紧装置剖视图
1-底座、2-侧板、3-压紧装置、4-凸台、5-上弹簧卡扣、6-下弹簧卡扣、7-活动盖板、8-把手、9-烟包、31-弹片盖板、32-弹片、321-第一倒角、322-长弹片、323-短弹片、33-弹簧、34-弹片底板、341-第二倒角、342-通孔、35-螺栓、51-第一弹簧。
3.2. 结构组成
依据原因分析和设计思路,改进后YB65A型硬条包装机烟包压紧及输送装置包括底座、侧板及压紧装置,如图1~4所示。首先,方形输送通道部件未变动;其次,烟包堆叠推送部件新增弹片底板前端顶部凸台4,凸台的下方设有上弹簧卡扣5,设对称的下弹簧卡扣6,并与第一弹簧51进行弹性连接;最后,压紧部件新增3个弹片32、弹片固定的弹片底板34、弹片上的第一倒角321、弹片底板上的第二倒角341,设弹簧33均衡弹片弹力,设螺栓35、活动盖板7、把手8、第一弹簧51等辅助部件,设计装置经SolidWorks软件运动仿真。
3.3. 弹片优选
优选压紧部件的三个弹片材质、尺寸和排布方式,优选弹片材质为钢材;依据通道宽度、烟包油封拉线位置和受力均匀原则,优选单个弹片宽度为9 ± 0.5 mm,厚度1 mm,同时便于弹片的安装与维修;安装空间分析,上、下弹簧扣对烟包受力的对称,以及与第一弹簧的弹性连接,优选两侧排布对称且完全相同的长弹片,中间排布一个短弹簧,实现延短轴的平行轴对称;两个长弹片优选长度16 cm,长度覆盖整个装置通道,通道内所有烟包均受力相同,短弹片优选长度8 cm、11 cm、14 cm,分别进行短弹片长度8 cm、11 cm、14 cm的三组对照选择实验,如图5所示,最终优选短弹片长度11 cm。
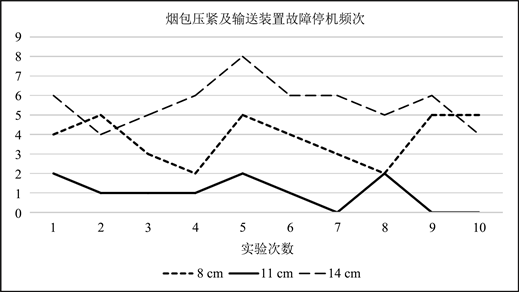
Figure 5. Optimal result of short shrapnel length
图5. 短弹片长度优选结果
依据弹片优选材质、尺寸和排列方式,使用ANSYS软件进行弹片对堆叠烟包的有限元受力分析,如表1所示,弹片受力满足设计要求。

Table 1. Elastic sheet stress and strain statistics table
表1. 弹片应力应变统计表
3.4. 倒角优选
依据设计思路,引入倒角设计,使得烟包更容易被推入烟包输送通道内,考虑烟包经过三个弹片减小相同阻力,三个弹片的前端均设有第一倒角;弹片底板34前端设有第二倒角;又考虑加工难易度,第一倒角和第二倒角设相同倒角,倒角优选范围为25˚至35˚,分别进行倒角25˚、30˚、35˚的三组对照选择实验,如图6所示,最终根据烟包压紧及输送装置故障停机频次择优选择倒角为30˚。
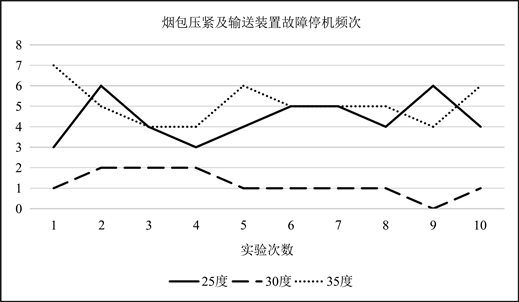
Figure 6. Optimal results of the first chamfer and the second chamfer
图6. 第一倒角和第二倒角优选结果
依据优选的倒角,进行倒角耐磨性测试,倒角为30˚时,倒角耐磨性符合要求,倒角优选结果可行。
装置改进过程中,烟包堆叠推送部件的改进,保证了堆叠烟包推入通道时的稳定推接;压紧部件的改进,消除了烟包倾覆、挤压、堵塞和烟包拉线刮起等问题,提升了堆叠烟包压紧和输送的稳定性。
4. 改进效果
4.1. 试验设计
材料:“玉溪(中支阿诗玛)”牌卷烟[红塔烟草(集团)有限责任公司玉溪卷烟厂生产].
设备:三组改进ZB45包装机组。
方法:完成装置调试和试运行后,对三组中支ZB45包装机进行7天的烟包压紧及输送装置的故障停机频次跟踪统计,依据国家标准GB5606-2005《卷烟》 [9] 对“十包立式”条盒外观质量进行检查。
4.2. 数据分析
改进后每组设备烟包压紧及输送装置的故障停机频次大幅降至日均0.38次,如表2所示,“十包立式”条盒外观质量符合工艺标准,装置经济性突出,达到了设计改进预期目标。
Table 2. The improved frequency of downtime of cigarette pack compaction and conveying device failure
表2. 改进后烟包压紧及输送装置故障停机频次表(单位:次/日)
烟包压紧及输送装置的分析与改进,提高了小盒烟包立式包装的稳定性,对原有设备改动小,包装机运行效率由79%提高到86.9%,大幅降低了生产成本,优化了产品质量,现已进行广泛的行业内推广。