1. 工程概况
新乡忆通壹世界6#楼项目是钢结构商住建筑,位于新乡市平原路与牧野大道交叉口西南角,与牧野湖一路之隔。本单体地下三层,地上二十六层,其中地下三层和地下一层为储藏室,地下二层为非机动车停车库,建筑物大屋面高度为75.35 m,主体结构采用钢框架–延性墙板结构体系,楼盖采用钢–混凝土组合楼盖。建筑效果见图1所示。
本项目地上结构包括裙房,一层局部为商业网点,一层至二十六层均为住宅,主要由箱形柱、箱形梁、H形钢梁、箱形斜撑、X节点、Y节点等组成,材质主要为Q420C,板厚为30 mm左右。主要节点形式见图2所示:
1) X节点:长2.0 m,高1.0 m,最大重量3.2 t,最大板厚达30 mm,板件多,焊缝密集,端部尺寸精度要求高。
2) Y节点:长1.8 m,高1.1 m,重量达2.1 t,最大板厚达30 mm,节点位置封闭成日字形箱体,焊缝密集,端部尺寸精度要求高。
3) 米字形节点梁:长3.1 m,高1.2 m,重量达2.5 t,最大板厚达30 mm,牛腿端部相对尺寸精度要求高,焊接量大,尺寸精度控制难度较高。
 (a) X形节点
(a) X形节点  (b) y形节点
(b) y形节点  (c) 米字形节点
(c) 米字形节点
Figure 2. Node form diagram
图2. 节点形式示意
2. 工程焊接方法分析
本工程焊接质量要求高,焊缝质量等级I级,钢板厚度大(最厚达32 mm),且构件截面较小(最大口300 mm × 200 mm),施焊空间狭小,焊接难度大,焊接量大,焊接变形大。由于节点位置焊缝纵横交错,大量十字形、丁字形焊接接头纵横交错,因此如何保证焊接质量、控制焊接变形需要结合工地施工选用合适的焊接方法。
依据设计图纸中的节点布置情况和《钢结构焊接规范》GB50661-2011的规定 [1],需要对主要接头形式进行焊接工艺改进并进行试验,确保接头的性能满足要求:
3. 焊接工艺
从该工程中选择四种对接接头形式,加以改进并进行焊接试验和工艺评定(箱型中的隐蔽焊缝需要其它焊接方法):
A. 接头形式
1) 同材质等厚度对接接头形式,钢材用Q420C + Q420C,厚度25 mm,采用埋弧自动焊接,其坡口形式见图3所示:
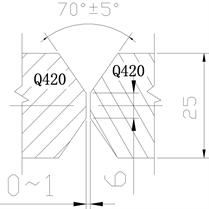
Figure 3. Butt groove form of submerged arc welding
图3. 埋弧焊对接坡口形式
2) 异种钢材拼接(Q420C + Q355B),厚度25 mm,采用埋弧自动焊接,其坡口形式见图4所示:

Figure 4. Dissimilar butt groove of submerged arc welding
图4. 埋弧焊异种对接坡口形式
3) 同种钢板对接(Q420C + Q420C):选用CO2焊半自动焊接,其坡口形式见图5所示:
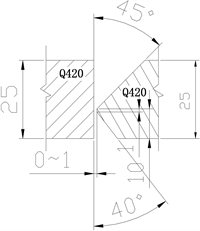
Figure 5. Groove form of CO2 welding semi-automatic butt welding
图5. CO2焊半自动对接焊接坡口形式
4) 同种钢材带衬板对接组合焊接方法(选用埋弧焊 + CO2焊),其坡口形式见图6所示:

Figure 6. Butt groove form of composite welding
图6. 组合焊对接坡口形式
B. 焊材选择
考虑到Q420C低合金高强度结构钢的抗拉强度 [3]、冲击韧性的要求,选择埋弧焊用焊丝为H10Mn2,直径为φ4.0 mm,焊剂为SJ101;二保焊用焊丝为ER55-G,直径为φ1.2 mm;点固用焊条为E5015 (J507),直径为φ3.2 mm。
1) 母材的焊接性分析
钢材的焊接性主要取决于它的化学成分,随着钢材强度级别的提高,钢中的合金元素含量越来越多,成分也越来越复杂,因此对焊接性的影响也更加复杂。Q420C化学成分和力学性能见表1和表2。

Table 1. Chemical composition of Q420C steel (mass fraction) (%)
表1. Q420C钢的化学成分(质量分数) (%)
Table 2. Mechanical properties of Q420C steel
表2. Q420C钢力学性能
Q420C钢的冷裂纹敏感性:
碳当量 [4] Cev (%) = C + Mn/6 + (Cr + Mo + V)/5 + (Cu + Ni)/15 = 0.42%。Q430C钢属于III类钢,焊接性较难,所以选择好焊接材料、焊接工艺和控制好线能量是焊缝性能的关键。
2) 焊剂的选择
焊剂的碱度对韧性能具有一定的影响作用,金属中氧化物是降低冲击韧性的主要夹杂物,降低焊缝中氧含量可以提高其韧性,而焊缝的含氧量与焊剂的碱度有紧密关系,焊剂的碱度越大,焊缝中的氧含量越低,冲击韧性就越高。因此,酸性焊剂不适宜用于高强度钢的焊接中。豫林SJ101是氟碱性烧结焊剂,碱度约为1.8左右,呈灰色圆形粒状,粒度为10~60目(约2.0~0.28 mm),具有大热输入焊接,冶金效果好、焊缝和热影响区强度高、塑性和韧性配合的优点,豫林焊材公司SJ101成分见表3。熔敷金属力学性能见表4。
Table 3. Basicity and chemical composition of SJ101 flux (%)
表3. SJ101焊剂碱度及化学成分(%)
Table 4. Mechanical properties of metal deposited with SJ101 flux and wire H10Mn2
表4. SJ101焊剂配合焊丝H10Mn2熔敷金属力学性能
3) 埋弧焊丝的选择
埋弧焊丝的选择既要考虑焊丝成分的影响,也要考虑母材成分的影响。为满足所要求的焊缝熔敷金属成分和力学性能,故选用山东聚力JL-H10Mn2焊丝。H10Mn2焊丝化学成分及性能见表5。
Table 5. H10Mn2 welding wire chemical composition mass fraction (%)
表5. H10Mn2焊丝化学成分质量分数(%)
4) 二保焊丝的选择
CO2焊丝的选择主要是考虑焊丝成分和焊接工艺性,选用大西洋公司ER55-G,直径φ1.2 mm,焊丝化学成分及力学性能见表6。
Table 6. CO2 wire snow composition (mass fraction) and mechanical properties
表6. CO2焊丝幻雪成分((质量分数)及力学性能
4. 焊接工艺参数
1) 同材质等厚度埋弧焊对接:
焊接工艺参数不同,焊接热量输入也就不同,会导致焊接热循环发生变化,从而影响到焊缝金属组织和力学性能。25 mm厚Q420C钢板,焊丝牌号H10Mn2 + SJ101,焊丝直径为φ4.0 mm,及焊接道次见图7所示,采用双面埋弧焊,背面碳弧气刨清根,焊前不预热,焊后不热处理。焊接工艺参数见表7所示。
2) 同种钢板对接(Q420C + Q420C):CO2焊半自动焊接,其焊接道次见图8所示,焊接工艺参数见表8所示。
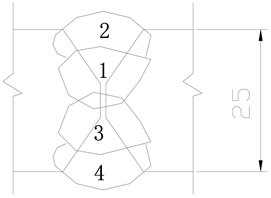
Figure 7. Layout and sequence of weld layer and pass
图7. 焊层、焊道布置及顺序
Table 7. Process parameters of submerged arc welding
表7. 埋弧焊工艺参数

Figure 8. Weld pass layout and welding sequence
图8. 焊道布置及焊接顺序示意
Table 8. CO2 welding process parameters
表8. CO2焊工艺参数
5. 实验结果
1) 射线(RT)检验
试件焊好后,清理干净焊道表面焊渣及毛刺,经目视检测,表面无可见缺陷后,经48 h冷却后进行100%RT检测,检测标准按《金属熔化焊焊接接头射线照相》GB/T3323,合格级别II级。
2) 力学性能检验 [5]
力学性能检验按国家标准的规定取样,接头拉伸试样分层取2个,侧弯试样4个,进行力学性能试验、焊缝区和热影响区冲击试样各3个,力学性能试验结果见表9所示。
从试验数据可以看出,选用焊接工艺参数,对于焊接性较难的Q420C钢板,即便不预热和后热处理,焊接接头的力学性能能够满足设计要求,焊缝和热影响区的冲击吸收能量高于规范规定值。
Table 9. Mechanical properties of welded joints
表9. 焊接接头力学性能
6. 结束语
通过焊接工艺试验和焊接工艺评定,选用的自动埋弧焊方法,采用H10Mn2焊丝配合SJ101焊剂;选用CO2气体保护焊,采用ER55-G焊丝,使用合适的焊接设备和焊接工艺参数能够满足Q420C低合金高强度钢性能要求,用于工程的制作中,取得了理想的效果,具备一定的推广和借鉴价值。