1. 引言
随着社会的进步和科技水平的提高,制造业取得了快速的发展,工业机器人也是越来越多的进入到工业化生产中。2018年我国工业机器人的产量达到14.8万台,预计到2022年我国工业机器人的年销售量将超过27万台 [1]。但是目前机器人的测量精度整体来说还不够高,还有很大的提升空间。为了提高工业机器人的生产效率和测量精度,就需要高效率高精密的测量装备来检测工业机器人的测量精度。当前,主要采用激光跟踪仪来测量工业机器人的位置精度。
激光跟踪测量系统起源于机器人计量学,具有测量范围大、精度高、非接触、工业适应能力强等特点,自上世纪80年代起,对激光跟踪测量系统的研究相继在各国展开 [2]。20世纪80年代Lau等人发明提出了激光跟踪(Laser Tracking)仪的结构以及测量方法,并且对激光跟踪仪本身存在的误差进行了分析和测量 [3] [4]。激光跟踪仪中存在静态位置误差,其中包括圆光栅的测角误差、轴系间的位置偏移误差及垂直度误差等,并对其测量精度产生很大的影响。Gassneran与Martin提出采用激光自准直仪搭配多面体棱镜的方式对圆光栅的测角误差进行标定 [5] [6]。王玉田等采用在转台俯仰轴的两端安置平面反射镜,在转台方位轴旋转180˚前后分别用激光自准直仪打到俯仰轴端的平面镜上来对两轴的垂直度误差进行测量 [7]。苏文提出了用坐标测量机来对转台轴系间的垂直度误差进行测量,首先将坐标测量机的测头打到俯仰轴的一端,然后方位轴旋转180˚后测头打到俯仰轴另一端,记录坐标测量机两次示数并带人公式求得轴系间的垂直度误差 [8]。崔成君等研究了激光光轴与竖直轴的几何误差对仪器测量精度的影响 [9]。
国内外学者针对激光跟踪仪的各项误差进行了误差补偿研究。Loser与Muralikrishnan等分别系统地分析了带反射转镜和无反射转镜的两类激光跟踪仪的误差源,以几何分析法建立了其几何误差模型,并利用长度测量和正倒镜测量法对各项误差进行了间接标定 [10] [11] [12]。
Cotne等人 [13] 基于D-H方法激光跟踪仪各个关节处的误差展开了研究,通过分析误差源和各关节处坐标系的关系,建立运动模型对误差进行补偿。周维虎等推导出包含激光跟踪仪的主要几何误差的数学模型,并给出误差的分离和修正方法 [14]。
激光跟踪仪现在已成为一种用于工业测量领域比较普遍的精密测量仪器,但是当今市面上的被动激光跟踪仪价格昂贵,加工困难。所以本文提出一种被动跟踪测量系统,通过建立HTM误差模型主要分析该系统的各轴系静态位置误差误差及竖直轴倾斜运动误差对测量精度的影响。
2. 被动跟踪测量系统测量原理
被动跟踪测量系统测量原理图如图1所示。被动跟踪测量系统主要由二维转台和伸缩机构这两部分组成。初始状态下,竖直回转轴线、水平回转轴线和伸缩机构的激光轴线两两垂直相交。二维转台的两个旋转轴均配有编码器用于测量回转角度。伸缩机构主要由上下两层导轨构成,并通过光栅尺和读数头测量径向伸缩距离。伸缩机构后端置有激光器,标准球前端安装位置传感器,用来实时测量伸缩时的导轨的直线度误差。

Figure 1. Schematic diagram of passive tracking measurement system
图1. 被动跟踪测量系统测量原理图
当被动跟踪测量系统工作时,伸缩机构前端标准球吸附在安装有磁铁座的被测对象上。被测对象带动伸缩机构和二维转台进行径向伸缩(R)和角度旋转(θ和φ),基于球坐标测量原理求得被测对象的空间坐标位置。
3. 被动跟踪测量系统误差建模
3.1. 轴系静态误差建模
被动跟踪测量系统误差模型是基于多体系统理论而建立的,首先需要建立参考坐标系,如图1所示。坐标系(O0-X0Y0Z0)建立在被动跟踪测量系统的底座中;坐标系(O1-X1Y1Z1)建立在被动跟踪测量系统的下转台竖轴中;坐标系(O2-X2Y2Z2)建立在被动跟踪测量系统的上转台水平轴中;坐标系(O4-X4Y4Z4)建立在被动跟踪测量系统伸缩机构中。(图2)
被动跟踪测量系统工作过程可看成竖直轴绕基座旋转角度φ,接着上台中的水平轴旋转角度
,最后与上转台连接的伸缩机构径向移动距离R,即不考虑误差的理想情况下理想情况下,末端标准球在基坐标系中的坐标可以表示为:

Figure 2. Topology diagram of passive tracking measurement system
图2. 被动跟踪测量系统拓扑结构图
(1)
为绕方位转台中竖直轴旋转的理想运动矩阵;
(2)
式(2)中
为竖直轴的旋转角度;
为绕俯仰转台中水平轴旋转的理想运动矩阵;
(3)
式(3)中
为水平轴旋转的角度;
为沿伸缩机构方向平移的理想运动矩阵;
(4)
式(4)中
为伸缩机构沿Y方向伸长的距离;
以上是在理想情况下建立的坐标系。但是在实际工作过程中被动跟踪测量系统各个轴之间是存在静态位置误差,主要包括水平轴与竖直轴之间的位置偏移误差和垂直度误差、光轴和转台轴系间的位置误差以及伸缩机构的直线度误差。几何误差如图3所示,在考虑轴系静态位置误差的情况下,末端标准球在基坐标系下的坐标为:

Figure 3. Passive tracking measurement system error diagram
图3. 被动跟踪测量系统误差示意图
(5)
其中
为二位转台中水平轴与竖直轴之间的位置误差矩阵:
(6)
式(6)中
为水平轴相对于竖轴的倾斜角度误差,
为水平轴相对于竖轴的位置偏移误差。
为二维转台轴系与光轴之间的位置误差矩阵:
(7)
式(7)中
、
分别为光轴与水平轴和竖直轴的倾斜角度误差;
和
分别为光轴与水平轴和竖直轴之间的位置偏移误差。
为伸缩机构的直线度误差矩阵:
(8)
式(8)中
和
分别为伸缩机构在X和Z方向的直线度误差。
3.2. 轴系动态和静态耦合误差建模
被动跟踪测量系统中不仅存在轴系间的装配误差、还存在转轴本身的运动误差。由于转轴本身的运动误差相对于轴系间装配误差较小,一般忽略不计。但考虑到该仪器的测量需求和结构原因,方位转台中的两轴承靠近竖直轴的中间部位,而且仪器工作时竖直轴不仅起转动作用还要承受来自俯仰转台和伸缩机构的压力,所以竖直轴会存在微小的倾斜运动误差。根据阿贝原则,当竖直轴存在一个倾斜角度时,会对远端的测量结果带来误差。
如图4所示,当竖直轴在转动时,会在其理想坐标系X和Y方向存在两个倾斜角度误差
和
。

Figure 4. Diagram of vertical axis tilt Angle error
图4. 竖直轴倾斜角度误差示意图
是竖直旋转轴本身的运动误差转换矩阵:
(9)
式中
和
分别为竖轴绕X,Y方向的倾斜运动误差,由于该两项误差很小,所以对式中的高阶项进行去除;
;
;简化后
为:
(10)
所以在考虑竖直轴倾斜角度误差后,末端标准球在基坐标系下的坐标为:
(11)
4. 被动跟踪测量系统单项误差测量
4.1. 方位转台中竖直轴倾斜误差测量
下转台中竖轴偏摆角度误差采用奥特梅尔公司1000UH-3050型光电自准直仪(分辨率:0.01ʺ;精度:±0.1ʺ;重复性:0.03ʺ)来进行测量。将平面反射镜固定到竖直轴底部的端面上,用光电自准直仪垂直打到平面反射镜上,竖直轴旋转时的倾斜角度误差可由光电自准直仪测得。竖直轴旋转360˚,间隔15˚记录一次数据,最终测量结果如图5所示:

Figure 5. Results of photoelectric autocollimator measurement
图5. 光电自准直仪测量结果
但由光电自准直仪测得的结果不仅包含竖直轴的倾斜角度误差,还包括平面反射镜的安装误差,平面镜的安装误差是一次谐波,因此需要对原始数据进行分离 [15]。平面反射镜的安装误差如图6所示:

Figure 6. Error result of flat mirror installation
图6. 平面镜安装误差结果
因此在去除掉平面镜安装误差,竖直轴的倾斜角度误差如图7所示:

Figure 7. Error of inclination angle of vertical axis
图7. 竖直轴倾斜角度误差
4.2. 二位转台中轴系误差测量
水平轴与竖轴之间存在倾斜角度误差
和位置偏移误差
。课题组提出激光回转方法进行测量。如图8所示,在竖直轴处于0˚和180˚位置时,将激光器分别固定于水平轴的两侧,将水平轴旋转360˚,分别记录两种情况下激光中心在位置传感器的位置,两个光斑轨迹的圆心坐标位置分别为
,
[16]。
根据公式(12)得到水平轴与数值轴的偏移误差为:
(12)
根据公式(13)得到水平轴与竖直轴的倾斜角度误差为:
(13)

Figure 8. Measuring principle diagram of horizontal axis and vertical axis relative pose deviation
图8. 水平轴与竖直轴相对位姿偏差测量原理图
五次测量取平均值为129.2ʺ,
五次测量取平均值为86.1 μm。
4.3. 光轴与二位转台轴系误差测量
光轴与水平轴和竖直轴之间分别存在2项倾斜误差
、
和2项位置偏移误差
、
。要采用正倒镜与激光准直法相结合的方式测量。如图9所示,定义此时姿态为正镜,PSD位置传感器放置在距离光轴与水平轴中心交点L1 (100 mm)处,记录此时PSD传感器X方向和Y方向的值为x1和y1,再把PSD位置传感器放置在距离光轴与水平轴中心交点L2 (200 m)处,记录此时PSD传感器X方向和Y方向的值为x3和y3;然后使竖直轴和水平轴分别旋转180˚,此时姿态为倒镜,PSD位置传感器放置在距离光轴与水平轴中心交点L1处,记录此时PSD传感器X方向和Y方向的值为x2和y2,再把PSD位置传感器放置在距离光轴与水平轴中心交点L2 (500 m)处,记录此时PSD传感器X方向和Y方向的值为x4和y4。
因此水平轴与光轴之间的误差计算如下:
(14)

Figure 9. Error measurement principle diagram between optical shaft and turntable shafting
图9. 光轴与转台轴系间误差测量原理图
最终通过实验测量五次取平均值,
为330.5ʺ,
为146.3ʺ,
为56.3 μm,
为188.2 μm。
5. 被动跟踪测量系统补偿前后测量精度对比试验
由坐标测量机带动被动跟踪测量系统进行空间点阵运动,记录三坐标测量机与被动跟踪测量系统的数值,以三坐标测量机为基准,坐标变换统一之后,通过比较两者之间的差值,得到被动式激光跟踪仪的测量精度范围。在统一坐标系之后,伸缩机构前端的标准球球心处的坐标为
,三坐标测量机在球心处的坐标为
。以三坐标测量机测得的点的坐标为基准,所以该系统的球心处的空间误差可以表示为:
(15)
本实验由坐标测量机带动被动式激光跟踪仪进行空间点阵运动,在300 × 300 × 300 mm的空间范围内沿X、Y、Z三个方向共走216组点,走点的顺序为:从坐标原点开始,先在XOY平面内沿X正方向走6个点到网格边缘,然后沿Z正方向走一个点之后再沿X轴的负方向走六个点,依次循环前进;在测量完最上端的XOY平面所有点之后,再沿Y轴往下走一个点,然后重复前边的步骤直至测完216个点。如图10所示:
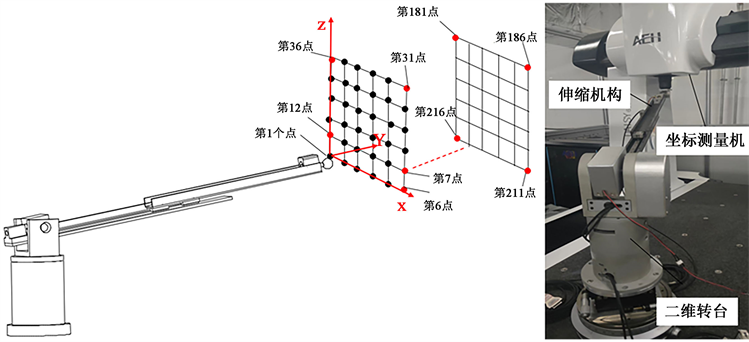
Figure 10. Experimental diagram of error accuracy measurement of passive tracking measurement system
图10. 被动跟踪测量系统误差精度测量实验图
坐标测量机带动被动式激光跟踪仪进行空间点阵运动,误差补偿前被动跟踪测量系统的测量精度如图11所示:

Figure 11. Measurement accuracy of passive tracking measurement system before compensation
图11. 补偿前被动跟踪测量系统的测量精度
从图11中可看出,在没有进行误差模型补偿时,被动跟踪测量系统的测量精度为600 μm。
在只经式(5)所示的轴系静态误差模型补偿后的被动跟踪测量系统的测量精度如图12所示:

Figure 12. Measurement accuracy without vertical axis tilt angle parameter compensation
图12. 未加竖轴倾斜角度参数补偿后的测量精度
图12中最大的误差值为138.1 μm,即被动跟踪测量系统在未加竖轴倾斜角度参数补偿后的测量精度为138.1 μm。
在轴系静态误差模型的基础上加竖轴倾斜角度误差之后的误差补偿模型如式(11)所示,在经耦合之后的误差模型补偿后被动跟踪测量系统的测量精度如图13所示:

Figure 13. Measurement accuracy with vertical axis tilt angle parameter compensation
图13. 加竖轴倾斜角度参数补偿后的测量精度
图13中最大的误差值为119.4 μm,即被动跟踪测量系统在加竖轴倾斜角度参数补偿后的测量精度为119.4 μm。
6. 结论
本文提出并搭建了一种新型的被动跟踪测量系统,与市面上的主动跟踪仪相比具有价格便宜、便于携带、测量原理简单、操作简便等优点。为了提高被动跟踪测量系统的测量精度,对其各项轴系静态误差和竖直轴的倾斜运动误差进行测量并补偿,然后通过与坐标测量机(CMM)进行比对实验,证实了误差补偿的有效性。基于HTM方法建立从竖轴到末端标准球的误差补偿模型;最后,由坐标测量机带动被动跟踪测量系统进行空间点阵运动。实验表明,补偿前被动跟踪测量系统的测量精度为600 μm;经轴系静态误差模型补偿后测量精度为138.1 μm;加竖直轴倾斜误差补偿后测量精度为119.4 μm。由此证实,误补偿后的被动跟踪测量系统的测量精度有明显提高。