1. 控制系统方案设计
在梁柱型家具构件工件的成形加工的过程中可以采用继电器进行逻辑控制,但是成形加工过程中,机床的联动控制比较复杂 [1],导致继电器的逻辑控制复杂且出现系统故障的概率很高,不能够适应复杂的成形加工的实际情况。使用PLC控制不仅能够实现复杂的联动,而且抗干扰能力较强,更能够适应复杂的加工过程 [2] [3]。因此,本设计中的多工位梁柱型家具构件成形机床采用PLC控制,从而实现对梁柱型家具构件工件的成形加工。
1.1. PLC控制系统设计的基本原则
多工位梁柱型家具构件成形机床的控制系统设计是为了实现梁柱型家具构件工件的成形加工的动作控制,从梁柱型家具构件工件的装夹进入机床的加工工位到完成成形加工的所有过程,整个过程实现自动控制,因此在设计多工位梁柱型家具构件成形机床PLC控制系统时,应遵循以下原则:
1) 多工位梁柱型家具构件成形机床要求完成上料后的所有动作实现自动化控制,并且能够根据不同规格的梁柱型家具构件工件的参数进行调整。
2) 多工位梁柱型家具构件成形机床的抗干扰性能好,控制系统能够配合强电设备工作,不易被外界因素所干扰。
3) 多工位梁柱型家具构件成形机床的安全性能好,当出现设备故障时能够及时切断电源,防止误伤操作人员。
4) 多工位梁柱型家具构件成形机床的操作便捷,PLC编程程序应清晰易懂,对操作人员的要求较低。
1.2. PLC控制系统的设计步骤
多工位梁柱型家具构件成形机床PLC控制系统设计的流程图如图1所示。
1) 根据多工位梁柱型家具构件成形机床的成形加工工艺,分析出机床的成形加工的动作顺序,并且分析所需要进行控制的元件,绘制动作顺序表,确定初步的PLC控制要求。

Figure 1. Flow chart of PLC control system design
图1. PLC控制系统设计流程图
2) 确定输入、输出设备。根据PLC控制要求确定多工位梁柱型家具构件成形机床所需要的的输入和输出设备,根据相关的脉冲输出量和开关输出量选择合适的PLC,并且预留适当的I/O余量以备后续功能的扩展。
3) 绘制多工位梁柱型家具构件成形机床控制系统的电气原理图,并确定所需的硬件清单。
4) 进行多工位梁柱型家具构件成形机床OLC控制系统程序编写。根据控制系统的功能需求来分配I/O点,明确各个输入和输出信号并且根据变量的逻辑关系完成对PLC控制系统的编写。
5) 整理和编写相关的技术文件。
1.3. 控制系统控制顺序及分析
在设计多工位梁柱型家具构件成形机床前,必须明确梁柱型家具构件成形加工的加工工艺,并且根据加工工艺明确机床的动作顺序,本机床的动作时序如下:
1) 打开电源总开关,整机上电,打开控制面板开关,使触摸屏、PLC、控制系统通电,气动系统启动所有气动系统回到初始位置,加工组件和夹紧定位组件若不在初始位置则均回到初始加工位置,等待操作人员进行上料准备。
2) 操作人员在操作面板上进行加工参数的设置,确定加工工件为梁材或柱材以及原始梁柱型家具构件的尺寸参数,在四个工位分别上料后按下相应工位的压紧气缸按钮,使得完成对工件的夹紧定位。
3) 操作人员按下整机启动按钮,夹紧定位组件回到加工位置,整机进入加工状态,机床门关闭,各个电机启动,PLC根据加工参数进行成形加工,对梁柱型家具构件工件进行锯切、刨削、铣削、钻孔加工。
4) 锯切装置启动时,确定锯切位置为弧形实木段与方形实木段的界限处,分度电机驱动工件缓慢转动完成整周的锯切。
5) 刨削装置启动时,刨刀到达加工工位,四钉爪盘驱动电机启动,工件高速旋转,进给量根据用户加工参数来控制,完成对梁柱型家具构件工件的刨削加工。
6) 铣削装置启动时,铣刀转动至加工工位,工件预加工面与铣刀轴垂直,进给量根据用户的加工参数来控制,完成对梁柱型家具构件工件的铣削加工。
7) 钻削装置启动时,钻头转动至加工工位,四钉爪盘驱动电机启动,工件高速旋转,由带式钻削装置完成弧形段钻削,进给量根据加工参数来实现自动控制,完成对梁柱型家具构件工件的钻削加工。
8) 当完成对梁柱型家具构件工件的成形加工后,整机停止工作,各个刀轴回到初始位置,机床门打开,启动系统和传动系统均停止工作,加工完成后的工件被送出,以便操作人员取出工件,重新上料。
9) 多工位梁柱型家具构件成形机床上安装有压力检测系统,当启动系统的压力值不足时,机床会自动报警,整机停止工作,排除问题后再启动。
10) 多工位梁柱型家具构件成形机床的操作面板上有急停按钮,当加工过程中出现意外时操作人员可以通过按下急停按钮停止机床的加工。
1.4. 控制系统资源需求统计
多工位梁柱型家具构件成形机床在设计过程中所需要的具体的电气外购件如下所示:
130BYG350FH-0602型步进电机3台及相应的驱动器,分别为上夹紧盘的升降提供动力,为刀具的旋转换刀机构提供动力,为定位夹紧组件提供进给动力;
86步进电机一台及相应的驱动器,为夹紧定位盘提供转动动力;
110- JSTM040D伺服电机一台,为刀具的升降提供动力;
180ST-M19015伺服电机一台,为加工组件的移动提供动力;
A125ST18Z-7.5双输出电主轴四个,为别为刨刀、铣刀提供动力,配备FC300-7.5-T4变频器;
A125ST18Z-4.5双输出电主轴四个,分别为锯片、钻头提供动力,配备FC300-4.5-T4变频器;
SI-80 × 80FA型气缸四个,负责对梁柱型家具构件工件的夹紧;
根据上述的多工位梁柱型家具构件成形机床控制系统的控制元件和对应的功能,确定出多工位梁柱型家具构件成形机床控制系统输出统计情况如表1所示。
2. 控制系统电气原理图设计及硬件选型
2.1. 控制系统的电气原理图设计
多工位梁柱型家具构件成形机床控制系统的电气原理图是对电气设备及其控制元件之间连接关系的表达方式,是操作人员后续进行线路检修、维护的重要参考依据。

Table 1. Multi-station beam and column furniture components forming machine control system resource requirements TAB
表1. 多工位梁柱型家具构件成形机床控制系统资源需求统计表
2.2. 控制系统硬件的选型
根据多工位梁柱型家具构件成形机床控制系统所要求的的动作顺序、功能要求选择相适应的电气元器件,对控制系统所需要的的资源主要分为四个部分:加工组件、驱动组件、控制部分和显示部分。根据这四个部分所需要的关键电气元器件如表2所示。
Table 2. Control system is the key component list
表2. 控制系统关键元器件清单
3. 控制系统软件设计
3.1. 控制系统PLC的I/O端子分配
输入源信号输入到PLC中,通过PLC的程序控制后通过输出端口传递处理后的信号从输出端输出,从而来控制多工位梁柱型家具构件成形机床各个机构的相对运动来完成对梁柱型家具构件工件的成形加工。在选择合适的PLC时,要考虑PLC的输入端口和输出端口的子数量,并根据所需要的被控对象的输入及输出信号的实际需求和一定的端口备用量以备以后的扩展功能来确定PLC的型号选择。通过对控制系统的电气原理图的分析可知共有4个步进电机,2个伺服电机,两组同类型的双输出电主轴各4个,4个气缸为多工位梁柱型家具构件成形机床提供驱动,则理论上输出端应该有12个输入端,17个输出端,最终选择型号为DVP-48EH00T3PLC。该型号的PLC不仅满足成形机床所需要的高速脉冲数量,还有一定的预留端口符合设计要求。对多工位梁柱型家具构件成形机床控制系统I/O端子外部的接线图如图3所示,控制系统I/O端子分配如表3所示。
Table 3. Terminal distribution table of the control system
表3. 控制系统PLC的I/O端子分配表
3.2. 控制系统PLC程序设计
不同厂家的研发的PLC其编译的方法语言有一定的不同,梯形图是PLC的基本程序语言,能够直观清晰的表达控制系统中的各种逻辑关系、动作顺序,并且可以通过添加备注来更好地读取整机的动作运行的过程 [4]。本文所设计的多工位梁柱型家具构件成形机床的控制程序也是使用梯形图进行编译,整机的启动程序控制流程如图2所示。
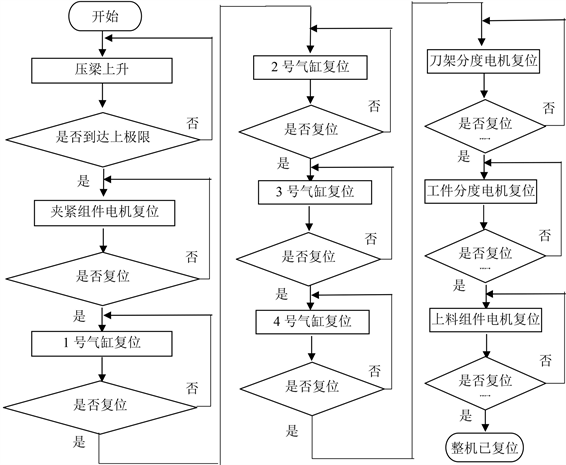
Figure 2. Engine start control flow chart
图2. 整机启动控制流程图
由于本机工作过程控制程序较多,本文截取部分整机启动控制程序如下,图3中所示的M、X、Y分别表示中间继电器、输入继电器和输出继电器。从第一段程序可以读出,M100有输出,整机启动,当M100、X3、X4同时闭合且常闭开关M101和X13未触发时,M102有输出,且有M102的自锁,由于程序编写时输入指令多的情况用M102内部的辅助继电器实现指令的转变,第三段程序可以实现定位气缸和步进电机的复位实现整机的复位进入预加工状态。在第四段程序中,当触发行程开关X2,整机进入上料阶段,分别对四个工位进行上料,每完成一个触发相应的开关使相对应的气缸伸出夹紧工件完成上料过程。
3.3. 控制系统操作面板设计
操作面板是操作人员与控制系统联系的媒介,通过操作系统实现对多工位梁柱型家具构件成形机床的成形加工的控制,通过控制面板,操作人员可以对梁柱型家具构件工件进行加工参数的设置,操作人员可以通过观察操作面板了解数控机床的加工状态,实时了解数控机床的运行状况。
多工位梁柱型家具构件成形机床的控制面板的主界面如图4所示,主界面有整机的启停控制、成形加工启停、参数设置、机床检修、使用帮助等命令、根据加工工件为梁材或柱材,进入到相应的参数设置界面,在该界面可以设置梁柱型家具构件的尺寸参数,控制参数设定界面包括梁材或柱材工件的选择,梁材的长度。宽度、高度参数的设定,柱材的外径、高度的设定,输入参数完毕后,下方点击保存参数,还可对电机的进给速度进行设置,设置完毕对参数进行应用返回到主界面,通过在梁柱型家具构件成形加工数据库中选择相应的形状来确定成形加工的形状。在成形加工的过程中,操作人员可通过控制面板显示的加工界面来了解加工进程,可以对加工进行实时的观察检测。使用帮助功能可以指导新手进行操作的帮助,了解机床的控制方式、使用说明,以便操作人员可以更快、更方便的使用数控机床 [5] [6]。

Figure 3. Some machine control program to start
图3. 部分整机启动控制程序

Figure 4. Multi-station beam and column furniture components forming machine tool touch screen main interface
图4. 多工位梁柱型家具构件成形机床触摸屏主界面
通过点击检修界面进入机床检修状态,多工位梁柱型家具构件成形机床的控制系统检修界面如图5所示。检修界面主要有对各个电机、电主轴、气缸等零部件的启停、升降等功能的检修,可快速定位出现问题的零部件,实现快速检修。

Figure 5. Multi-station beam and column furniture components forming machine control system maintenance interface
图5. 多工位梁柱型家具构件成形机床控制系统检修界面
4. 结论
本文通过对多工位梁柱型家具构件成形机床的PLC控制系统的设计 [7] [8] [9],得出以下结论:通过对多工位梁柱型家具构件成形机床的控制系统的研究,确定整机的控制方式采用PLC控制,明确控制系统设计的基本步骤,对控制系统的控制顺序进行分析,统计控制系统的资源需求。对控制系统的分析,完成对多工位梁柱型家具构件成形机床电气原理图的设计及相应的硬件选型。根据多工位梁柱型家具构件成形机床的电气原理图的分析,完成了对PLC端口的分配,并以整机启动过程为例,介绍了整机的部分启动程序,完成对数控机床操作面板的设计。
基金项目
衢州市指导性科技攻关项目(基于智能制造的多工位梁柱型家具构建成型机床研究,项目编号:2021071)资助。