摘要: 本文基于汽车车灯镀铝工艺,主要针对复杂镀铝边界结构的车灯零件,进行了非镀铝区域工装遮蔽方式的研究。首先对车灯中的镀铝零件进行分析,确定了常见的四种镀铝边界结构模型;其次利用显微镜观察镀铝过渡区域,通过a、b值分析不同遮蔽工装参数(H, J, Z)下镀铝边界的状态,并根据分析结果给出不同镀铝边界结构的镀铝工装设计方法;最后,通过实际案例验证了本文结论的有效性。
Abstract:
Based on the aluminizing process of automobile lamps, this paper studies the masking method of tooling in the non-aluminized area for the lamp parts with complex aluminized boundary structure. First, analyze the aluminized parts in the car lights, and determine four common aluminized boundary structure models; secondly, use a microscope to observe the aluminized transition area, and analyze the aluminized parts under different masking tooling parameters (H, J, Z) through a value and b value. And then, according to the analysis results, the design method of aluminized tooling with different aluminized boundary structures is given. Finally, the effectiveness of this conclusion is verified by practical cases.
1. 引言
伴随着汽车工业的发展,作为功能件和外观件的车灯也有了100多年的进化历程 [1] 。在对汽车车灯光学性能和外观美学的更高追求上,客户对车灯表面镀铝膜工艺也相应地提出了更高的要求。1933年,真空蒸发镀铝技术被提出以后,被广泛地应用在各种软包装上 [2] 。随着汽车行业的发展,真空镀铝技术被应用在车灯的一些反射镜、饰圈、支架以及壳体上 [3] 。车灯零件在进行镀铝工艺时,对于非镀铝区域需使用工装来进行遮蔽,工装与零件间的匹配方式及相对位置对镀铝外观有很大的影响。本文针对不同边界过渡结构的镀铝零件,对镀铝区域的镀铝方式进行了分析,从而为同行镀铝工艺提供参考。
2. 镀铝边界常见缺陷
高真空环境下,加热膜材,使膜材气化,受热气化出的原子飞向基片(零件),在基片表面凝聚成核,从而形成固相薄膜的表面处理工艺。镀铝工艺在车灯上的应用主要有以下两种作用,一是装饰性作用:在支架、饰圈等车灯零件上使用真空镀铝工艺能够增强零件金属感。二是功能性作用:在反射镜、壳体上使用真空镀铝工艺能够提高光源反射率。随着市场需求,车灯结构的设计越来越复杂,当前镀铝工艺在复杂结构镀铝件上使用,出现了较多的不良缺陷,影响了产品外观。镀铝边界上常见的缺陷有以下三种(见图1):
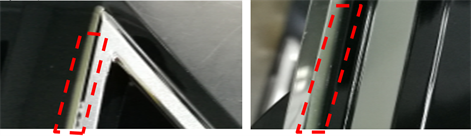 边界多镀 边界漏镀
边界多镀 边界漏镀 边界不清晰
边界不清晰
Figure 1. Common defects in aluminized boundaries
图1. 镀铝边界常见缺陷
车灯零件镀铝过程中出现边界多镀、边界漏镀以及边界不清晰的缺陷,影响了产品的外观;因此需对镀铝零件的边界过渡结构进行分析,从而给出合理的镀铝工装设计要求。
3. 镀铝边界过渡结构
零件镀铝区域边界过渡结构和镀铝方式直接影响镀铝零件的外观效果,为减少后续对工装边界状态的调整,需对工装与零件间的匹配方式及相对位置进行规范,并为新的工装制作方式提供数据参考。对车灯镀铝零件的边界结构进行分析,在车灯中常见的镀铝边界过渡结构有如下四种(见表1):

Table 1. Four common aluminized boundary structures
表1. 常见的四种镀铝边界结构
4. 镀铝遮挡工装设计
对四种过渡结构的简化模型进行样件注塑,然后对样件设计遮挡工装(见图2),实现指定位置的镀铝要求。
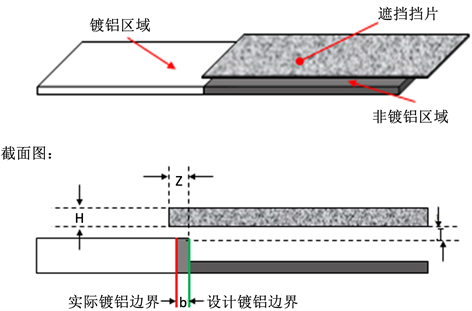
Figure 2. Occlusion of the plane transition model
图2. 平面过渡模型的遮挡
其中,H表示设计挡片的厚度,J表示挡片与零件之间的距离,Z表示挡片边界与镀铝边界的位移矢量。挡片边界位于镀铝边界左侧,Z值取负;挡片边界镀铝边界重合,Z值为0;挡片边界位于镀铝边界右侧,Z值为正。
5. 镀铝边界效果评价
将样件放置在遮挡工装上进行镀铝,镀铝过渡区域的主要参数如下(见图3):
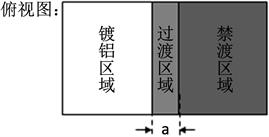
Figure 3. Main parameters of the transition region
图3. 过渡区域主要参数
其中,a是实际镀铝过渡区宽度,反映镀铝边界清晰程度,单位(mm);b是实际镀铝分界位置与设计镀铝分界位置的偏差,单位(mm)。
观察镀铝件的过渡区域,测出a值和b值,依据下列标准(见表2),确定镀铝效果。
6. 镀铝试验过程
样件准备阶段:根据常见的四种镀铝边界结构模型,设计包含不同边界的实验样件,使用PC材料进行注塑。
对注塑样件(见图4)的非镀铝区域进行遮挡(见图5),考虑J和Z的位置,对于J和Z < 0.5的情况,通过胶带(胶带厚度0.08 mm)的层数调整位置。
蒸发镀膜过程:将PC样板安装到高真空镀膜装置的腔室内工装上(见图6),钨丝螺旋发热体上缠绕高纯度的膜材(铝),通电后,在高真空环境下,蒸发膜材,使铝模气化,受热气化出的铝原子飞向PC样板,在基片表面凝聚形核,形成固相薄膜。
镀铝边界测试:使用透明PC材料样板制作不同状态的镀铝边界,在样板下放置打印的细线,使用数字显微镜放大60倍通过观察细线的状态判定过渡区域宽度(见图7),并测量a值和b值。

Figure 7. 3R USB handheld digital microscope (60×)
图7. 3R USB手持数字显微镜(60倍)
7. 实验分析结果
基于平面过渡结构的样件,设计Z = 0的遮挡方式,并通过0.08 mm厚度的胶带调整J。
J = 1 × 0.08时,显微镜观察镀铝件图像如下(见图8):
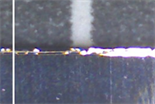
Figure 8. Enlarged image of the border (J = 1 × 0.08)
图8. 边界放大图片(J = 1 × 0.08)
显微镜观察:a = 0,b = 0,根据判定标准(见表2),易知平面过渡结构的样件在Z = 0,J = 1 × 0.08的遮挡方式下,镀铝边界试合格的。
J = 5 × 0.08时,显微镜观察镀铝件图像如下(见图9)。
显微镜观察:a = 0.12,b = 0,根据判定标准(见表2),易知平面过渡结构的样件在Z = 0,J = 5 × 0.08的遮挡方式下,镀铝边界不清晰。
根据对挡片厚度的调整,观察到a值和b值随挡片厚度J的变化如下(见图10):
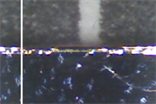
Figure 9. Enlarged image of the border (J = 5 × 0.08)
图9. 边界放大图片(J = 5 × 0.08)
J ≤ 0.3 mm,平面过渡结构模型的边界外观清晰,J > 0.3 mm,边界开始出现模糊现象;J > 0.1时b > 0,为使边界b = 0,需要根据挡片厚度J对应的b值调整Z的大小(Z = −b)。
同样的实验过程,可以分析出四种不同的镀铝边界结构模型的镀铝边界状态,进一步可以得到复杂镀铝零件的镀铝工装设计方法(见表3)。
Table 3. Tooling design of four aluminized models
表3. 四种镀铝模型的工装设计方法
8. 实际案例分析
针对我司某一款前照灯中的饰圈(见图11)进行镀铝,为防止出现边界多镀、漏镀、不清晰等外观缺陷,先对零件结构进行分析。
使用CATIA对该饰圈的数据进行切割,确定边界结构类型为台阶过渡结构(见图12)。
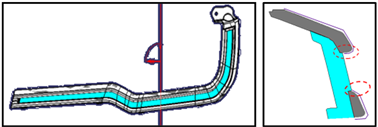
Figure 12. Boundary structure of the parts to be aluminized
图12. 待镀铝件的边界结构
根据本文的结果,对该零件使用台阶过渡结构的镀铝工装进行镀铝,结果无不良(见图13)。
 镀铝工装 镀铝效果
镀铝工装 镀铝效果
Figure 13. Aluminized tooling and aluminized effect
图13. 镀铝工装及镀铝效果
9. 结论
本文在车灯镀铝工艺领域,分析了镀铝零件边界结构对镀铝边界外观效果的影响,研究了四种不同镀铝边界结构的工装设计方法,验证了外观OK前提下的工装设计规则。本文给出了四种常见镀铝零件的工装设计方法,最后实际案例说明了本文结论的有效性。