1. 引言
近年来,随着国内烟草市场竞争逐渐加剧,各家中烟都通过不断推出中支产品来抢占市场,中支烟受到了广大烟民的追捧。传统的中支小盒油封热封采用了平面烙铁进行烫封,但由于透明纸折叠后重叠区域,由多层透明纸重叠而成,面接触的烫封方式使得折叠区烫烙后出现不规则气泡痕迹,导致密封性达不到要求,严重影响产品质量。过去通常采用“小包整形器”、“小包透明纸美容器”等方式,取得一定成效,但效果并不十分明显。因此在传统方式的基础上,设计了一种具有一定数量的向内凹陷的点阵式布置的烙铁熨烫面,网格线紧压透明纸重叠面形成线烫烙,将重叠层之间未排净的空气排出或存于网格线凹入点部位,以达到提高密封性。
2. 热封分析
2.1. 关于ANSYS热分析简介
ANSYS软件是由美国的ANSYS公司开发的大型通用有限元分析软件。热分析用于计算一个系统或部件的温度分布及其它的热物理参数,如热量的获取或损失、热梯度、热流密度等。
ANSYS软件对一个具体的对象进行分析和计算时,分析过程可分为三个阶段:前处理阶段(Preprocessing),求解阶段(Solution)和后处理阶段(Postprocessing) [1]。
本文主要应用ANSYS建立了热封BOPP的二维模型,得到了BOPP薄膜在受到热封烙铁烫封后的温度场。
2.2. 对模型热封分析的步骤
ANSYS中的热分析以系统的温度场是否随时间变化分为稳态和瞬态传热,瞬态传热通常应用在系统的加热或冷却过程。在这个过程中系统的温度、热流率、系统内能随时间都有明显变化。
热分析的控制方程由热力学第一定律:
(1)
对于瞬态分析:
(2)
瞬态系统的控制方程为:
(3)
式中:
为热存储项。
稳态与瞬态的区别主要体现在控制方程是否在时间项上,换句话说,其计算结果是否与时间相关。在此处由于设备上烙铁的温度基本保持在一个稳定水平,时间对烙铁温度分布情况的影响基本可以忽略。在本文中分析BOPP的热封采用稳态传热分析。在稳态分析中任一节点的温度不随时间变化,稳态分析的能量平衡方程为:
(4)
式中:
:传导矩阵,包含导热系数、对流系数及辐射率和形状系数;
:节点温度向量;
:节点热流率向量,包含热生成。
[K]、{T}和{Q}是在ANSYS中使用生成的模型几何参数、材料热属性参数和应用的边界条件生成的。ANSYS系统中的热分析分为三个部分:前处理、计算求解和后处理。在前处理中,需要建立被分析对象的几何模型,设置分析的材料和参数,并对模型进行网格剖分,求解计算模块根据需要施加到分析对象上的相应载荷进行分析和求解。在后处理部分可通过不同的处理器对分析结果进行输出显示。通过相关的图表可以更加直观地分析研究对象的温度、热梯度、热流率、热流密度等参数问题。
2.3. 对热封烙铁材料的分析
在中支烟机组YB55热封系统中,影响小盒烟包BOPP热封气密性的一个重要因素就是YB55热封系统的烫熨烙铁。烙铁的材料、热封性能,温度分布的均匀性、稳定性都是影响BOPP密封度的重要因素。为了在实际应用中提高BOPP的密封性,需要对热封烙铁的材料进行分析和改进 [2]。
2.3.1. 烙铁材料的选择
对于烙铁材料的选择,我们主要从制造加工,经济性,耐磨性,刚度,热传导率几个方面综合考虑。
导热系数是指在稳定传热条件下,1 m厚的材料,两侧表面的温差为1度(K, ℃),在一定时间内,通过1平方米面积传递的热量,单位为瓦/米·度(W/(m∙K),此处为K可用℃代替)。换句话说烙铁与薄膜接触过程中,导热系数越大,传递的热量越多,热稳定性越好。通过查阅资料,金属热传导效率由高到低顺序排列为:银(429 W/(m∙K))、铜(401 W/(m∙K))、金(317 W/(m∙K))、铝(237 W/(m∙K))、铁(80 W/(m∙K))、锡(67 W/(m∙K)) [3]。
铝:密度小,塑性高,具有优良的热性能,表面能生成致密的氧化膜保护,抗腐蚀性能好,且铝在地球上含量大,经济性能突出。
铜:密度大,塑性高,热导性能优于铝,但纯铜的硬度低于铝。
同时在考虑铝合金与铜合金时,考虑到在这两种金属中加入合金时为了提高两种金属的强度,但是热性能会有所下降。所以不考虑合金。
2.3.2. 两种材料热封温度分布
分别建立现有中支烟侧封烙铁和端封烙铁的几何模型,将烙铁的模型进行简化,除去烙铁安装的支座仅保留烙铁体参与热封工作的部分。单位定义长度单位采用mm。建模按照1:1的比例实体建模。热分析中需要的两种材料参数有密度、比热容和导热系数等,分别使用两种不同的材料进行分析通过对比得到较为理想的烙铁温度分布图像 [4]。表1为两种材料各属性对比。

Table 1. Properties of two materials
表1. 两种材料属性
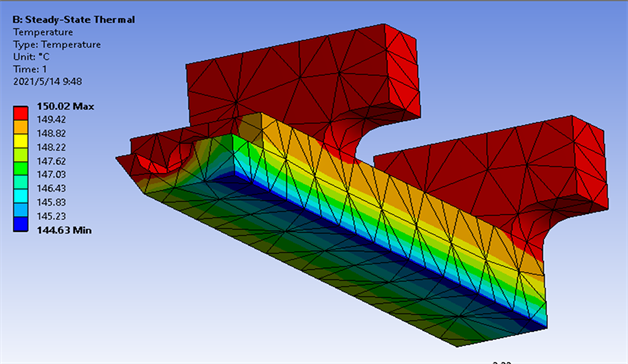
Figure 1. Temperature field distribution of aluminum side sealing soldering iron
图1. 铝材料侧封烙铁的温度场分布图
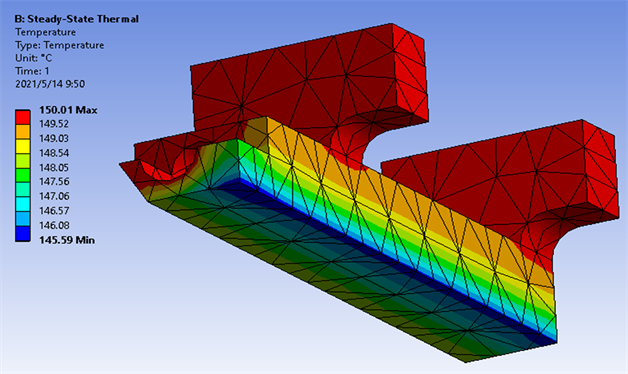
Figure 2. Temperature field distribution of copper side sealing soldering iron
图2. 铜材料侧封烙铁的温度场分布图
图1、图2分别为铝材料和铜材料侧封烙铁的温度场分布图,从仿真图中可见,烙铁在工作时,与烟包接触的工作面温度分布均匀情况基本相同。铝的表面温度为144.63℃,铜的表面温度145.59℃。
2.3.3. 两种材料的烙铁气密性试验对比
把两种材料的烙铁进行气密性试验对比,各检测10次,每次检测100包。由表2可知,铜和铝两种材料对气密性效果基本一样。
Table 2. Statistics of air tightness test data of two materials
表2. 两种材料的气密性试验数据统计
2.3.4. 对两种材料做出的结果分析
对两种材料进行的气密性试验数据采取单因子方差分析:
来源 自由度 SS MS F P
C1 1 0.05 0.05 0.02 0.891
误差 18 46.50 2.58
合计 19 46.55
S = 1.607 R-Sq = 0.11% R-Sq(调整) = 0.00%
均值(基于合并标准差)的单组95%置信区间
水平 N 均值 标准差 ------+---------+---------+---------+---
1 10 13.300 1.889 (-----------------*----------------)
2 10 13.400 1.265 (----------------*-----------------)
------+---------+---------+---------+---
12.60 13.20 13.80 14.40
合并标准差 = 1.607
从分析结果可以看出P = 0.891 > 0.05,影响效果不显著。
2.3.5. 结论
从两种材料的基本特性、经济性、加工难易程度以及仿真综合考虑,最后再到选择两种材料分别做了气密性试验,得到的气密性效果基本没有差异。所以铝和铜都可以作为烙铁的材料使用,玉溪卷烟厂有一部分包装机的烙铁也在使用铜材料制作的烙铁,但考虑到铝更容易加工,质量更轻,耐磨性更好,所以我们选择铝作为中支烟机组YB55的烙铁材料。
2.4. 烙铁工作面结构分析
YB55热封烙铁的温度由温度控制器系统控制,并在启动时设置到所需的温度值。温度传感器安装在烙铁的主体上,随着烙铁的热封,烙铁的温度在热封过程中不断变化。当烙铁体的温度低于设定值时,烙铁的温度控制器控制烙铁本体内部的电加热棒进行电加热。当烙铁温度上升到设定温度时,温度传感器将温度反馈给控制器,控制器控制烙铁体内的电加热棒断电停止加热并保持温度 [5]。
烟盒密封性能良好与否,主要取决于透明纸折叠后,重叠区域的烫熨。传统烙铁烫烙面的设计,与透明纸折叠后重叠面的接触,基本是面接触,虽然有些烙铁烫烙面专为透明纸重叠面部分做凸起设计(烫熨更牢固),但实际上也是面接触。这里有必要说明:烫封牢固与密封性,虽然有关联,但不是等同的概念。
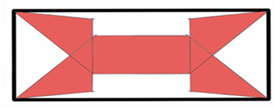
Figure 3. Lap area of heat sealing BOPP film of small cigarette package
图3. 小盒烟包热封BOPP膜搭接区
由图3所示,透明纸折叠后重叠区域,由多层透明纸重叠而成(最多达7层)。理论上,为了保证折叠后,各层之间无间隙(为确保烫烙牢固且达到密封性),在折叠成型区设计有导气槽。
实际上透明纸在折叠后,重叠层之间是有间隙的(即空气),当烙铁烫烙面与透明纸重叠面接触瞬间,由于是面接触,重叠层里的空气无法排净,烫烙后出现不规则气泡痕迹,导致密封性达不到要求 [6],BOPP膜漏气表征如图4所示。

Figure 4. Characterization of BOPP film air leakage of small cigarette pack
图4. 小盒烟包BOPP膜漏气表征
3. 烙铁结构优化设计
鉴于以上原因,我们建议采用新型烙铁烫烙面设计,将烙铁烫熨面改为具有一定数量的向内凹陷的点阵式布置,由原烙铁烫烙面与透明纸重叠面的面接触方式,改变为烙铁烫熨面与透明纸重叠面能够接触的面周围有凹点包围,凹点的作用是当烙铁烫熨时网格线接触到透明纸重叠面的瞬时,网格线紧压透明纸重叠面形成线烫烙,将重叠层之间未排净的空气排出或存于网格线凹入点部位,以达到提高密封性 [7]。
根据此种构想推导出新的烙铁烫封结构,然后建立模型,得到烙铁的温度场分布情况,对烙铁的结构进行优化设计。
3.1. 烙铁结构形式建模
3.1.1. 建立几何模型
为模拟烙铁在热封系统中烫熨时的温度变化过程,以及烙铁中的电加热棒加热时温度传递到工作面时的温度分布。简化了烙铁的模型,去掉了烙铁安装支架,只保留了热封工作中涉及的烙铁本体的一部分 [8]。侧封烙铁和端封烙铁仅分别建立单个模型进行分析。由于ANSYS软件中没有特定于单位的定义,因此使用mm来简化单位长度单位的统一定义。建模以1:1的比例在实体上进行建模。首先,建立YB55热封系统的原始烙铁模型,然后建立改进结构后的烙铁模型进行热分析。改进后的侧封烙铁、端封烙铁三维模型如图5、图6所示。
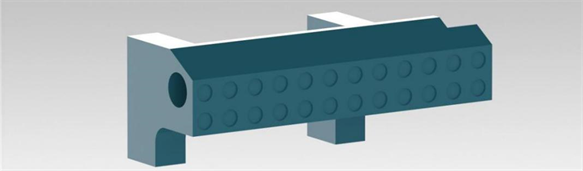
Figure 5. Three dimensional model of improved rear sealing iron
图5. 改进后侧封烙铁三维模型
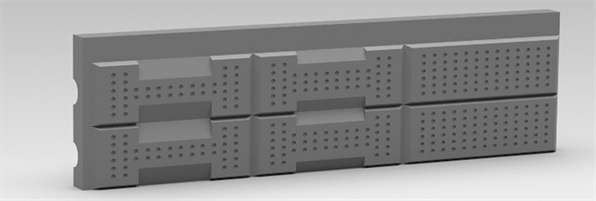
Figure 6. Three dimensional model of improved rear end sealing iron
图6. 改进后端封烙铁三维模型
3.1.2. 单元及材料的定义
对烙铁的温度分布进行分析,由于建立的是三维实体且进行热分析需选择热分析单元里的实体单元,有限元模型分析单元选择Thermal Solid Brick 8node70单元 [9]。对于铝材料热分析中需要的参数有密度、比热容和导热系数等在前面已经查到,接下来分别做出改进前后侧封和端封烙铁较为理想的烙铁温度分布图像。
3.1.3. 网格划分
如图7所示,使用有限元网格划分模型,使用主体划分进行网格剖分并选择自由分割。通过网格划分将模型切成单个单元,单元越小,计算精度越高,计算所需的时间越长。定义单元网格密度的大小,并定义2 mm的有限元边缘长度,以同时考虑求解精度和计算效率。

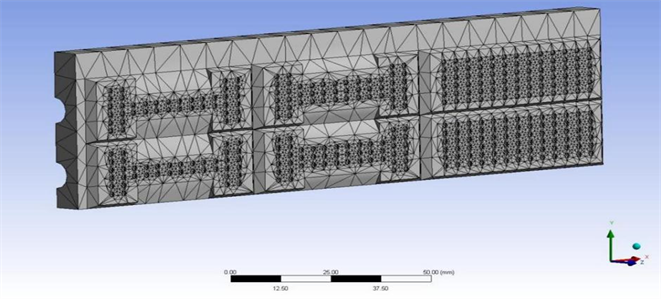
Figure 7. Finite element analysis of soldering iron
图7. 烙铁的有限元分析
3.2. 烙铁模型温度加载求解
划分完单元的有限元模型进行加载计算,为了分析热封电热棒工作面的温度分布,首先模拟了内置电加热棒加热过程中烙铁本体的温度变化。ANSYS热分析中定义的温度单位是将TOFFST值设置为273的绝对单位。在室温下工作的烙铁定义初始温度为23,所有节点的初始温度为23。定义在烙铁热封过程中,通过烙铁本体中的电加热棒传热温度到达烙铁热封工作面的插件。通过加热电热棒模拟烙铁的加载,热量加载到安装电加热棒的孔表面上。将温度负载定义为150,并将温度负载以面加载方式加载到烙铁安装电极孔的内壁上。定义热分析的类型为稳态分析。加载完成后的模型如图8所示。
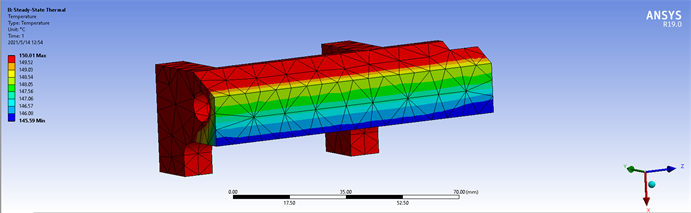
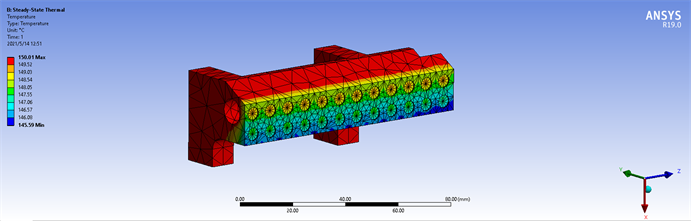
Figure 8. Comparison of temperature distribution of side sealing soldering iron before and after improvement
图8. 侧封烙铁改进前后温度分布对比
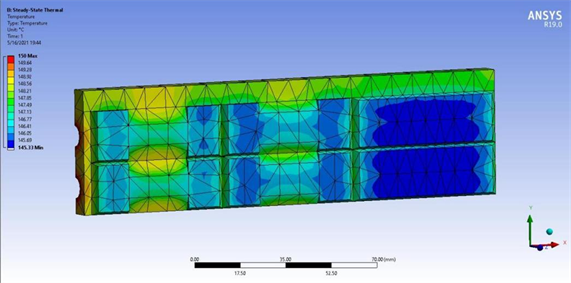

Figure 9. Comparison of temperature distribution of end sealing soldering iron after improvement
图9. 端封烙铁改进后温度分布对比
3.3. 对比分析改进前后的烙铁结构
温度云图显示的是烙铁表面的温度分布情况,从图8、图9可以看出,当加载温度后改进前的侧封和端封烙铁与烟包接触面的温度分布是连续线性分布,而改进后的侧封和端封烙铁由于在接触表面铣了点阵分布的小孔,在与烟包烫封面接触时,烙铁的工作面温度分布不是连续的,均匀的,小孔的温度与平面的温度存在一定温差,从而形成压差,方便薄膜之间的空气从被封在空出来的孔位置上流动,其它地方实现很好的烫封。此改进在理论上很好的解决了我们此前的分析。
3.4. 改进结构后的气密性试验
3.4.1. 气密性试验方案设计
设置对照组,在未安装改进烙铁之前,通过此前选择的最优工艺参数(烙铁温度144℃,烫封时间0.5 s,烫封压力0.3 MPa)启动设备,每次抽检10条烟,共抽检10次。然后更换烙铁,其它条件保持不变,再次抽检10条烟,共抽检10次。分别进行气密性试验,对试验数据进行统计,以密封度合格率为对比标准来看气密性是否有提升。
3.4.2. 试验数据统计
通过试验,获得以下试验数据,如表3所示。根据改进前后的数据,分别绘制直方图,如图10、图11所示。
Table 3. Statistics of air tightness test data before and after improvement
表3. 改进前后气密性试验数据统计
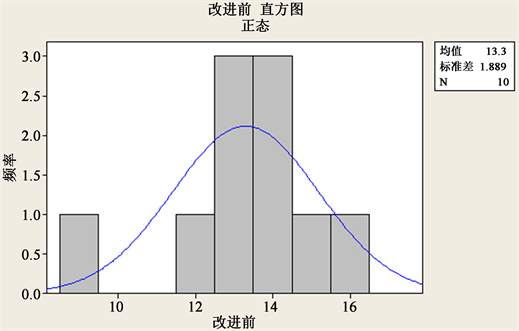
Figure 10. Statistical histogram of pass rate before improvement
图10. 改进前合格率统计直方图

Figure 11. Statistical histogram of pass rate after improvement
图11. 改进后合格率统计直方图
3.4.3. 试验结论
从试验数据可以清晰看出,通过改进烙铁表面与烟包的接触形式,小盒气密性有了非常显著的提升。试验结果验证了我们的理论分析找到了正确的方向。
4. 结论
本文用ANSYS热分析模块分析烙铁的温度分布并对比烙铁改进前后的效果,最终得出的结论为:
1) 经过分析BOPP的热封过程确实影响小盒硬包的气密性,主要因素为热封温度、热封时间和热封压力。
2) 对BOPP薄膜进行气密性试验,分析试验结果数据,确定BOPP热封过程中各个因素对气密性的敏感程度。得出对气密性影响最为大的因素是热封温度,其次是热封时间,影响最小的因素是热封压力。
3) 根据试验结果并结合生产条件确定BOPP热封的工艺参数为:热封温度144℃、热封时间0.5 s,热封压力为0.3 MPa。
4) 对热封烙铁的结构及烙铁的温度控制系统进行分析,分析产生气密性差的原因。对原有烙铁的结构进行改进,改进烙铁体与烟包接触面的结构形式,故意造成温度分布的不均匀性形成压差便与排气。利用ANSYS软件建立烙铁模型,对热封洛铁的温度分布进行加载、分析。先后分析原烙铁在热封过程中温度的变化和温度分布和改进后烙铁的温度变化和温度分布。当加热棒在一定时间内将烙铁加热到一定温度后,改进前的侧封和端封烙铁与烟包接触面的温度分布是连续线性,分布均匀的。而改进后的烙铁在同样的电加热棒加热温度和同样的加热时间烙铁体工作面的温度分布不均匀,在孔内和孔周围存在明显温差。改进结构后的烙铁体在热封过程中可以显著提升BOPP的气密性。
本章在研究中支硬包小盒气密性并进行优化改进的过程中仍存在不足之处。BOPP在试验中的气密性完整性测试不足,因此在优化热封工艺参数时数据单薄。在烙铁热封模拟过程中,烙铁的温度分布和载荷变化过程的模拟分析还不够。但是,小盒硬包BOPP薄膜的热封工艺在生产中的应用具有现实意义,通过结合烙铁本体的温度分析和热封材料在热封中的变化过程来小盒硬包BOPP膜的气密性是可行的。