1. 现状调查
1.1. GD121A辅料消耗高原因调查
为进一步确定GD121A卷烟机辅料消耗高的原因,并验证其是否有随机性,2021年6~8月,小组对2台GD121A设备E3、E4的烟支剔除率平均值(%)进行比较,比较情况如表1所示:

Table 1. Comparison of average cigarette rejection rates of E3 and E4 of two gd121a equipment from June to August 2021 (%)
表1. 2021年6~8月2台GD121A设备E3、E4烟支剔除率平均值比较(%)
从表1可以看出,在上述剔除原因引起的消耗中,CID剔除即烟支缺陷剔除的所占总产量的比重最多,两台设备的剔除率分别高达5.83%和5.12%。
1.2. 烟支缺陷情况调查
为找到设备剔除的烟支缺陷具体情况,小组首先对工厂现有的三类细支烟卷烟机设备:GD121A、PROTOS 2C、ZJ17,进行了设备剔除缺陷率的调查,调查结果如表2所示:
Table 2. Cigarette defect questionnaire
表2. 烟支缺陷调查表
经过调查结果的统计与分析,发现目前细支卷烟设备生产过程中剔除缺陷率最高的问题是烟支空头,尤其以GD121A类型设备最为突出,从表2中可知在细支卷烟设备的对比中,GD121A机型的空头率远高于其他两类机型。因此,针对GD121A的烟支空头情况,小组调查了GD121A型号卷烟机有E3与E4,空头剔除相关数据,即烟支空头所占产量比重的情况进行进一步的调查,调查结果如表3所示:
Table 3. Comparison of cigarette short position ratio between E3 and E4 of GD121A model from June to August 2021
表3. 2021年6~8月GD121A机型E3机台与E4机台烟支空头率对比
通过2021年6~8月GD121A机型E3机台与E4机台对比可知,现有的GD121A设备空头产生都极多。通过调查发现,引起GD121A卷烟机辅料消耗高的主要原因是CID剔除即烟支缺陷剔除的所占总产量的比重较高,因此,造成该烟支剔除率高的主要原因是烟支空头。
2. 原因分析
找到问题的关键后,小组针对烟支空头开展全面的原因分析。小组通过对设备进行实际检查、查阅说明书等,先后排除了常见的前后道平整器槽口未相互对齐、前后道烟丝量不均匀、吸丝带刮削器位置不对、烟丝料库堆料不均匀、成型舌位置不对、烟丝含水率过高、微波头测量有偏差、吸风室风压不够对于烟支空头造成的影响 [1]。通过实验发现,烟头加重位置偏差、烟丝量是影响烟支空头的主要原因。
为了进一步减少烟支空头率,我们选择了三个相关性比较强的因素利用正交分析实验法进行实验,看哪个对空头率影响最大,三个因素分别是粗刺辊转速、平整器高度和平整器的槽口位置。
2.1. 用正交分析实验法计算因素水平
1) 首先将三个因素依次用A、B、C表示,并根据实际的生产情况确定了它们的实验范围:
粗刺辊转速(A):7~9 rpm
平整器高度(B):前道0~1 mm、后道0~1 mm;
平整器槽口位置(C):大槽口–大槽口、小槽口–小槽口、大槽口–小槽口;
2) 试验的目的是为了搞清楚因素A、B、C对于烟支空头率的影响,哪个是主要因素,哪些是次要因素,从而确定最优的生产条件,即如何通过调整数据来减少烟支的空头率。
这里,对因素A、B、C在试验范围内分别选取三个水平
A:A1 = 7 rpm、A2 = 8 rpm、A3 = 9 rpm;
B:B1:前道0.2~后道0.8、B2:前道0.5~后道0.5、B3:前道0.8~后道0.2;
C:C1大槽口–大槽口、C2小槽口–小槽口、C3大槽口对小槽口;
确定因素水平表如表4、表5所示:
根据上面设置的三个因素、可利用正交试验法列出正交表L9 (34),其中L是正交表的代号,9表示正交表的横行数(也就是实验的次数),3表示字码数(也就是每个因素的水平数),4表示正交表的纵列数(也就是最多允许安排因素的个数);本实验选取正交表L9 (34)来安排试验逐一计算个因素同一水平之和和平均数
Table 4. level of determining factors
表4. 确定因素水平表
Table 5. Level of determining factors
表5. 确定因素水平表
对于因素A,正交表L9 (34)如表6所示:
关于B因素的计算如下:(%)
TB1 = X1 + X2 + X3 = 4.9 + 4.8 + 5.1 = 14.8
平均数xB1 = TB1/3 = 4.93
TB2 = X4 + X5 + X6 = 4.5 + 4.8 + 3.1 = 12.4
对于因素B平均数xB2 = TB2/3 = 4.13
TB3 = X7 + X8 + X9 = 4.9 + 4.7 + 4.7 = 14.3
平均数xB3 = TB3/3 = 4.77
对于因素B,正交表L9(34)如表7所示:
关于B因素的计算如下:(%)
TB1 = X1 + X2 + X3 = 4.9 + 4.8 + 5.1 = 14.8
平均数xB1 = TB1/3 = 4.93
TB2 = X4 + X5 + X6 = 4.5 + 4.8 + 3.1 = 12.4
平均数xB2 = TB2/3 = 4.13
TB3 = X7 + X8 + X9 = 4.9 + 4.7 + 4.7 = 14.3
平均数xB3 = TB3/3 = 4.77
对于因素C,正交表L9(34)如表8所示:
关于C因素的计算如下:(%)
TC1 = X1 + X2 + X3 = 4.9 + 4.3 + 3.1 = 11.9
平均数xC1 = TC1/3 = 3.96
TC2 = X4 + X5 + X6 = 4.5 + 4.8 + 4.7 = 13.7
平均数xC2 = TC2/3 = 4.57
TC3 = X7 + X8 + X9 = 4.9 + 4.8 + 5.1 = 14.8
平均数xC3 = TC3/3 = 4.93
2.2. 确定因素水平
逐列计算各水平平均数的极差:
第一列(A因素)
RA = XA1 − XA3 = 0.07
第二列(B因素)
RB = XB1 − XB2 = 0.8
第三列(C因素)
RC = XC3 − XC1 = 0.97
从上面的极差计算结果可以看出,C因素的影响最大,即平整器槽口位置对烟支空头率的影响最大,其后依次是B因素和A因素(即平整器高度和粗刺辊转速)。
3. 改进方法
3.1. 烟头加重位置偏差的改进对策
要调节烟头加强位置,则需调整切烟刀切割相位。
分析平整器工作原理:发送带将烟丝传送到吸风室内在吸风室内进行烟丝与烟梗的分离。烟梗通过重力掉落到下方,在此被中央收集系统进行收集,而烟丝被吸向吸丝槽,被分成两股烟丝流。从吸丝槽上,烟丝达到平整盘,平整盘机械透视图如图1所示,平整盘此时消除多余烟丝,且通过平整盘大小槽口使烟流形成紧–松–紧的结构状态 [2],烟流削减示意图如图2所示,在正常工作状态下,大槽口相对于小槽口保留更多烟丝,即压实后烟丝密度更大。理想状态下,切刀切割位置即点燃端应该为烟流烟丝密度最高的位置,所以通过调整切刀的切割相位使其切割在烟丝密度最大的位置,可以达到降低空头率的目标。

Figure 2. Schematic diagram of smoke flow reduction
图2. 烟流削减示意图
3.1.1. 对策1
对于对策1:平整盘槽口的相位调节应该在卷烟机与接嘴机部分同步之后才执行。(R1)和(R2)分别为前后平整盘轴线与切刀的距离。把切刀头移动到切割相位的位置上。在接嘴机部分啮合的情况下,探测在机器监视器上显示的度数(“切割相位”)。继续转动机器,直至移动到位置:切割相位 + 表格中的校正值 [3]。切割区域的加重槽口(烟头)应该对中于平整器的轴线。电机1M571和1M752控制平整盘槽口的位移,以便加强前烟条的烟头;该电机由驱动器A364控制。用户界面参数“烟条/质量/重量检测平整盘/前烟道/DEP调节–前烟道”的设定,可修改与电机1M571控制的槽口位置相关的数值。输入的数值可是正数或负数,这将使得槽的位置相对于平整盘轴线作顺时针或逆时针转动。通过调节,使用户界面上的双烟支重量轮廓图中代表烟头切割位置的竖线位于重量轮廓图的波峰处,这意味着切刀切割位置正处于烟丝密度最大的位置,重量轮廓图如图3所示:
3.1.2. 对策2
对于对策2:参考ZJ17机型设计制作新的平整器,新平整器示意图如图4所示,不区分平整器槽口大小,将4个槽口尺寸加工为相同大小,经过联系加工厂家,得知重新制作平整器成本高达数万元,且工期较长,经过考虑,决定放弃此对策。
3.2. 增加烟丝量使空头率下降的对策
3.2.1. 对策3
在GD121A机型的用户界面,有目标重量的设定,根据设备说明书可知,目标重量为一支烟长度的烟段内填充的烟丝重量,将目标重量设定调高,即可增加烟支内烟丝填充量。
我们在E3卷烟机设定不同的目标重量,并对烟支重量(20支)以及空头率进行采样统计,采样统计得出结果如表9所示:
Table 9. Relationship between cut tobacco filling amount and short position rate
表9. 烟丝填充量与空头率的关系
烟支重量(20支)以及空头率关系图如图5所示:
可以得出结论:更改目标重量可以在一定范围内降低空头率,随着目标重量的上升,空头率有一定程度下降,但是烟支重量会超出卷烟工艺标准的范围,我们的目标为在烟支符合卷烟工艺标准的范围内降低空头率,故此对策具有局限性。
3.2.2. 对策4
查阅设备说明书可知,粗刺辊转速可直接影响供丝量的大小,根据设备工作流程可知,供丝量增加,必然会使烟支烟丝填充量的增加。
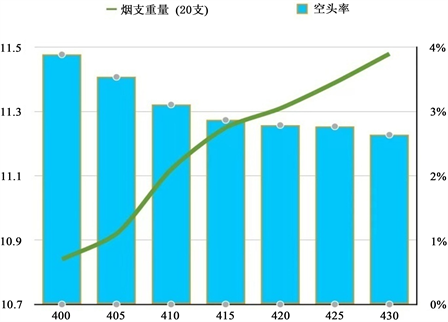
Figure 5. Relationship between cut tobacco filling amount and short position rate
图5. 烟丝填充量与空头率的关系
由设备操作经验可知,粗刺辊转速增加会使吸丝槽烟丝增加,此时前后道的烟丝增加,为了保证烟支重量稳定达到目标重量的要求,烟丝平整器要削去更多的烟丝,所以平整器位置上升,为了避免出现平整器上升到顶导致停机的情况,所以我们需要将前后道烟丝分配量调整均匀,使前后道平整器工作在相近的位置,调整前后道烟丝分配量的方法为:烟丝转向器的调节当重量控制系统在监视器上显示出两个烟道上的标准偏差不同时,必须通过圆钮(14)和(15)进行调整,以便移动烟丝转向器(16)和(17)。通过圆钮,可调节烟丝转向器的位置,以便平衡两烟道上的烟丝数量。转动圆钮(14)和(15),调整烟丝转向器的初始位置,直至当转向器(16)和(17)对齐固定平面(P)为止。以这种方式,调节烟丝转向器:显示在监视器上的页面“标准偏差”。调节前烟道圆钮(14),以便修改后烟道上的烟丝数量;以同样方式用后烟道圆钮(15)修改前烟道上的烟丝数量。烟丝转向器机械示意图如图6所示:
粗刺辊的工作原理:粗刺辊位于堆料库和发送带之间,起到控制到达吸丝槽烟丝总量的作用,用户可以在用户界面调节粗刺辊的转速,随着转速的上升,烟丝量也随之增大,烟丝量增加,平整器位置也随之升高,反之亦然 [4],图7所示。从理论上分析,烟丝量越大,出现空头的概率就越低,但是粗刺辊转速的提高也会带来烟支重量的增加以及平整器位置的上升,平整器位置在0 mm处时,会导致机器停机,故要调节粗刺辊的转速使平整器位于一个偏上的工作位置,之后再微调使空头率降低。
我们在E3、E4卷烟机进行粗刺辊调整实验,实验结果分别如表10、表11所示:
3.3. 对策验证
卷烟机平整器作为控制烟支空头率的重要组成部件,在烟草加工过程中得到了较为广泛的应用,它的工作原理是通过定量切削烟丝条实现控制烟支烟丝用量,并通过设置一定尺寸的凹槽在烟支端头部位获得较多烟丝形成烟支紧头 [5]。卷烟厂运行的两台GD121A设备的平整器槽口有大小槽口之分,如图8所示,工作时采用平整器小槽口来压实点燃端,在实际生产过程中,我们统计发现烟支空头率较高。使用对策1的调整,参照GD121A机械手册中的方法,将把切刀头移动到切割相位的位置上。在接嘴机部分啮合的情况下,探测在机器监视器上显示的度数(“切割相位”)。继续转动机器,直至移动到位置:切割相位 + 表格中的校正值。在此位置上,卷烟机切割区域的加重槽口(烟头)应该对中于平整器的轴线。此处将加重槽口由平整器上的小槽口改为大槽口。之后在用户界面参数“烟条/质量/重量检测平整盘/前烟道/DEP调节–前烟道”的设定,可修改与电机1M571控制的槽口位置相关的数值。输入的数值可是正数或负数,这将使得槽的位置相对于平整盘轴线作顺时针或逆时针转动。同时观察烟支重量轮廓图形,直至切割线与图形波峰重合,切割位置即为烟丝密度最高的地方。平整器实物图如图8所示:
GD121A粗刺棍的速度与主机速度成正比以保证单位时间内的供丝量相等。在卷烟机生产速度不变的情况下,粗刺辊的转速越高,对于吸丝槽的供丝量就越多,烟丝越多,在压实端烟丝的密度也就越大,使紧头越紧,当粗刺辊转速降低时,吸丝槽的烟丝流量减少,从而导致了压实端烟丝密度降低,从降低空头率的角度来看,点燃端的烟丝密度越高产生空头烟支的概率就越小,但因供丝量加大,平整器上下位置也会到达极限位置导致停机,故需将平整器调整至合理位置,根据操作工、修理工的经验,将平整器高度控制在0.2~0.5 mm处较为理想,于是在这样的前提下,将粗刺辊转速提高,符合我们对于降低空头率的期待。
4. 效果检查
小组在E区3号、4号进行对策的实施检查,我们首先将平整器进行调节,将大槽口处烟段作为烟支点燃端,并将切割位置调整在烟支重量轮廓图正对波峰,粗刺辊转速为7 rpm,于2021年8月9日到11日进行调查记录,结果如表12:
之后小组又在平整器调整完成的前提下,在E3、E4进行粗刺辊转速调节的验证,于2021年8月16~18日进行调查记录,结果如表13:
Table 13. Speed adjustment table of rough licker roll
表13. 粗刺辊转速调节表
根据表中数据可以计算出,8月8日~11日两台机器烟支平均空头率为2.15%,相对于改进之前数据4.5%有较大提升,在8月16日到18日对粗刺辊转速进行调整后,两台机器烟支平均空头率为1.15%,高于目标值的1.5%,相对于8月8日~11日的数据有进一步的提升,最终实验得出,在以平整器大槽口压实处烟段作为点燃端且在平整器高度理想的工作范围内粗刺辊转速调整越高,空头率越低,从数据可以看出,改进后GD121A机型烟支接装空头率高的问题得到了有效的解决,大大减少了原辅材料的浪费。
5. 效益分析
烟支空头率由原来的4%~5%降低到1%左右,相较之前已经有了巨大的改善,GD121A卷烟机维修的废烟质量大幅下降。在2021年的三季度的每200万生产量中40 kg~60 kg空头废烟质量降低至第4季度的每200万生产量15 kg~25 kg空头废烟质量调整和改善后,机器运行得更加平稳,机器的清洁间隔时间不变,但是所剔除的废烟大量减少;GD121A第3、4季度空头率对比如表14所示;有效提高了设备的运行效率,减少了设备维修时间,降低了卷烟机操作工的劳动强度;GD121A本班第3、4季度维修时间统计图如表15所示:
Table 14. Comparison of short position ratio of GD121A in the third and fourth quarters
表14. GD121A第3、4季度空头率对比表
(a) (b)
Table 15. Statistical chart of maintenance time of GD121A in the third and fourth quarters of this shift
表15. GD121A本班第3、4季度维修时间统计图
6. 结论
通过分析正交实验所得数据,可知在以平整器大槽口压实处烟段作为点燃端且在平整器高度理想的工作范围内粗刺辊转速调整越高,空头率越低,改进后GD121A机型烟支接装空头率高的问题得到了有效的解决,大大减少了原辅材料的浪费。