1. 引言
目前,卷烟工艺中,烟丝从储丝柜中通过输送管路进入多个卷烟机台过程中,需要进行合理分配,传统的供给卷烟机台的设备有四口和六口离心式喂丝机等,一台喂丝机的每个吸料口对应一台卷烟机台(对应关系另有装置可切换),当其中一台或多台卷烟机需要烟丝时,储丝柜便通过传输带运送一部分烟丝落入喂丝机,喂丝机通过转盘旋转的离心力将烟丝送至各个吸料口,这种方式会造成粗长烟丝先吸走,短细烟丝后吸走的现象,管内不同段的烟丝均有粗细烟丝不均匀的现象,在落入集丝斗后有不同程度的分层,造成同批次烟支烟丝有不一致的可能。针对这一问题,开发出一种新的一对一供料装置,能避免此种问题同时还引入定量供料的功能 [1]。
其结构大致由转动拨料盘组件、吸丝管、吸丝口和除杂器、外壳及支架组成(图1)。

Figure 1. Structure diagram of wire feeder
图1. 喂丝机结构简图
工作过程大致为:烟丝从顶部进料口落至喂丝机中间的拨料盘,拨料盘内圈通过离心力将烟丝甩至外圈拨料盘,外圈拨料盘向相反的方向旋转继续将烟丝甩至吸丝管口,当甩出的烟丝经过吸丝管口时被负压吸走,进入相应的输送管道到达机台。由于此种分料装置利用离心力分配烟丝,会造成粗细烟丝由于重量差异形成分层,在进入卷烟机台的烟丝粗细不均匀,进而影响烟支品质。
赵江平等 [2] 对回转式给料器在粉体(如水泥)的应用作了详细的研究,其结果认为回转式给料器可以通过调节电机的转速来控制物料的给料量。
本文通过引入改进型回转式给料器的结构,改变原有的烟丝给料方式,经过测试,新型的回转式给料装置喂丝均匀,且可定量计算一定时间内的喂丝量,大大改进原有的喂丝方式,对烟支的品控有很大的提高。
2. 试验部分
2.1. 试验装置(样机)
新型回转式给料装置,其结构由进料口、拨料辊、转叶轴、调速电机、流化床等结构组成(图2)。
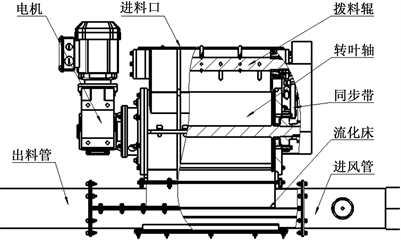
Figure 2. Structure diagram of rotary cut tobacco feeding device
图2. 回转式烟丝给料装置简图
其设计参数以PROTOS70卷烟机,额定生产能力7000支/分钟,以给料器的安全系数取0.15算,给料器输送效率应为0.78 kg/s,计算选用电机选定电机功率1.1 KW,减速比24.99,输出转速57 r/min,输出扭矩185 NM,选择大小带轮为16齿,节圆直径64.68 mm [3] [4] (图3)。
2.2. 工作原理
烟丝从进料口进入给料器阀体,阀体内的拨料辊将烟丝团松散后落入转叶轴的叶片夹角内,在阀轴的匀速转动下,将烟丝均匀从转叶轴送入流化床,在流化床内,烟丝与空气均匀混合进入送丝管,且在输送过程中,不因烟丝进入而影响送丝管的气流。通过阀轴的转速和阀体体积可计算出单位时间内通过阀体的烟丝重量,实现定量供料,此种方式在供料过程中,不会因为烟丝质量和体积不一而在输送过程中造成烟丝分级。
2.3. 试验材料与方法
试验原料为储丝柜取出的烟丝75 kg,分为5组,每组15 kg,每组烟丝烟梗按一定比例混合,数据如下表1。

Table 1. Cut tobacco sample data with different proportion of tobacco stem content
表1. 不同比例烟梗含量的烟丝样品数据
试验所用仪器:电子称(量程30 kg,精度1 g),秒表(精度0.1 s)。
设定供料时间为6 s,4种转速,每组进行5次测试,收集6 s时间内回转式给料装置所供烟丝质量,同一组别烟丝循环使用,记录每次测试所供烟丝的质量,并进行比对。
3. 试验结果及分析
3.1. 不同烟丝烟梗比例对供料的影响
由于实际生产中,物料中烟丝和梗签含量不一,可能会影响烟丝从料斗中向转叶轴叶片中填充的速度和填充均匀性,故本实验对供料的烟丝烟梗做了一定的配比,测试不同烟梗比例的烟丝对供料的影响。
实验共分5组,5组的烟梗比例分别为30%、40%、50%、60%、70%,供料时间均为6 s,给料装置的转叶轴转速设定为30 r/min,每组进行5次测试,数据如表2。
Table 2. 6 s feeding weight of cut tobacco with different proportion of stem content
表2. 不同比例烟梗含量的烟丝6 s供料重量
不同烟梗含量烟丝在同一转速下所供料重量变化呈一定的线性关系,梗签含量越高,在同一条件下供料量有变大趋势,原因在于:一方面烟丝从料斗进入给料器的过程中,烟丝含量越高,烟丝与其接触面的摩擦力越大,造成下料速度减缓;另一方面烟丝含量越高,落入给料器中同样体积的烟丝重量越轻。综上所述,不同烟梗比的烟丝在同样时间内其给料有所差异。对不同烟丝给料时,需进行参数校准,调整供料时间,可得到所需重量烟丝(图4)。
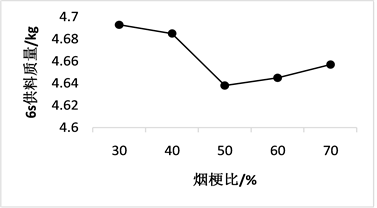
Figure 4. The change of feeding amount of cut tobacco with different proportion of stem content in 6 s
图4. 不同比例烟梗含量烟丝的6 s给料量变化情况
3.2. 对不同批次烟丝给料的精度分析
转速设定为30 r/min,根据校正计算给料器的给料效率约为0.78 kg/s,6 s给料量为4.68 kg,从表3可以看出,不同含量烟丝实际平均给料量相对计算值有一定的相对误差,误差范围相对较小,从结果可看出,在烟梗含量比为40%时,其误差值最小(图5)。
Table 3. Deviation between cut tobacco with different proportion of stem content and theoretical value
表3. 不同比例烟梗含量的烟丝与理论值的偏差
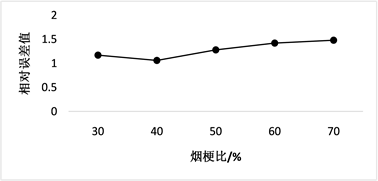
Figure 5. Relative error of cut tobacco feeding amount with different stem content ratio in 6 s
图5. 不同烟梗含量比的烟丝6 s给料量相对误差
3.3. 对烟梗比例为40%的烟丝在给料电机不同转速情况下的精度分析
取烟梗比例为40%的烟丝样品在给料电机转速分别为30 r/min、40 r/min、50 r/min的情况下对其给料量进行测试,找出给料装置在不同给料转速条件下的给料效率变化,以及不同给料转速下,给料精度的变化情况。
如下表4所示,对每次供料重量进行分析,不同转速下供料重量的均匀性有所不同速度越大其偏离理论值越多(图6)。
Table 4. Relative error of feeding amount at different rotating speeds in 6 s
表4. 不同给料转速下的6 s给料量及相对误差
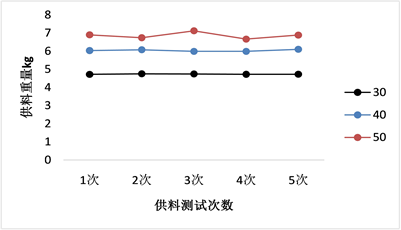
Figure 6. Fluctuation of feeding rate at different rotating speeds
图6. 不同转速下供料重量的波动
结果显示在转速40 r/min时其给料效率较好,且给料均匀性较好,50 r/min时6 s给料量变高,但多次给料量之间波动较大,给料均匀性差,可知,给料电机转速在40 r/min以后给料均匀性变差,原因由于转速过快,转叶轴每一夹角未完全填充,且填充密度不一,导致6 s时间内不同次数的给料量有所差异,从而影响均匀性,其偏离理论值也越大。
针对实验烟丝给料电机40 r/min时,实际给料量的修正系数K为1.02。
4. 结论
1) 不同烟梗含量比的烟丝在给料电机同一转速下给料作业,其给料效率随着烟梗含量升高而下降。其原因是烟梗含量越高,烟丝的流动性越好,加快了烟丝在入料口的下料速度;且烟梗含量高时,烟丝在转叶轴夹角内的填充密度更大,进一步提高了给料速度。
2) 不同烟梗含量比的烟丝在给料电机同一转速下给料作业,结果显示烟梗含量比为40%的烟丝的给料量相对误差较小,原因是该种含量的烟丝特性与给料装置的理论计算公式中的理想物料较为接近。
3) 同一烟梗含量比的烟丝随着给料电机转速变大,其给料效率有所上升,给料均匀性有所下降,在转速为40 r/min时,其效率较高,均匀性较好。其原因是给料效率受下料口下料速度和转叶轴转速两个因素影响,最高给料效率与下料口下料速度有关,当转叶轴转运速度与下料速度一致时,其效率最高,低于下料速度时,给料效率随转叶轴转速提升。高于下料速度时,转叶轴转速继续提高,其效率和均匀性均有下降趋势。
综上所述,该给料装置在给料电机转速为40 r/min时,其效率和均匀性达到性能的平衡点,所以建议给料装置使用转速为40 r/min,此时不同烟梗含量烟丝的效率与均匀性均可达到最佳效果。实际使用时,根据不同品牌不同批次烟丝,对转速和理论计算值进行标定和修正,目前该装置已对烟厂多个品牌烟丝进行测试实验,对改进烟支烟丝均匀性及烟支品质有良好效果,且可实时显示当前生产消耗烟丝量,对提升生产管理效率有积极意义,此装置将进一步与烟厂进行合作开发使用。