1. 引言
电镀过程中产生的废液成分较为复杂,其中重金属废液是电镀行业潜在危害性较大的三废品类 [1] [2] [3] 。镍是一种可致癌的重金属,同时它是一种较昂贵的金属资源(价格是铜的2~4倍)。电镀镍因其具有优异的耐磨性、抗蚀性、可焊性而被广泛应用于电镀生产中,其加工量仅次于镀锌,在整个电镀行业中居第二位。在镀镍过程中产生大量含镍废液。如果对其管理不善而出现泄漏或混入废水处理排放,会危害自然环境和人体健康。
电镀离子镍废水成分简单,大多由硫酸根及镍离子组成,处理起来较为简单。而化学镀镍废水成分复杂,为了镀液的性能更加稳定、效果持久,体系中会混合大量的络合剂、加速剂、缓冲剂等助剂以保证镀层质量的需求络合镍废液处理显得尤为重要,引起越来越多科技工作者的关注 [4] 。以目前研究最为广泛的配体EDTA为例,该配体与镍通常以螯合形式存在,而螯合结构十分稳定,因此难以通过传统方式从水环境中去除,几年来水环境中涉及到重金属去除的研究中,络合态镍的研究占比不足十分之一 [5] [6] [7] 。
2. 实验部分
2.1. 镍氨络合废水水质
某电镀企业在日常生产过程中,所产生电镀含镍废液经取样检测,具体水质指标检测见下表1。

Table 1. Summary of water quality of waste liquid containing nickel
表1. 含镍废液水质情况汇总表
从上表可知,电镀含镍废液镍含量为2600 mg/L,氨氮含量为3800 mg/L,综合判断为镍氨络合废液。此企业在对废水进行预处理时,仅仅采用药剂中和沉淀的方法处理,处理后废水总镍和氨氮含量仍较高,处理效果差,远远达不到排放标准,同时,对污水设施中的生化系统设施运行影响较大,生化系统常常崩溃难以运行。因此,本研究针对影响电镀含镍废液的重金属离子去除及降低COD因素进行探究,为相关行业处理处置此类废液提供参考。
2.2. 实验仪器及试剂
实验过程中用到的主要设备和仪器如表2所示:
Table 2. The main equipment and instruments of the experiment
表2. 实验的主要设备和仪器
2.3. 主要实验试剂
实验过程中用到的主要实验试剂如表3所示:
Table 3. The main experimental reagent of the experiment
表3. 实验的主要实验试剂
3. 结果与讨论
3.1. 实验方法原理及工艺流程
实验方法原理:在酸性条件下,H2O2在Fe2+催化作用下反应产生HO·自由基,羟基自由基具有极强的氧化性,可迅速废液中有机污染物,达到降解COD的目的,同时,可将镍氨络合废液进行破络,再使用氢氧化钠沉淀重金属镍,并添加PAC,对体系中存在的氢氧化镍微粒进行絮凝,进一步去除重金属镍。沉淀完全后,进行固液分离,从而去除重金属镍。
具体原理如下所式:
氧化——中和絮凝沉淀法处理电镀含镍废液具体工艺流程见图1。
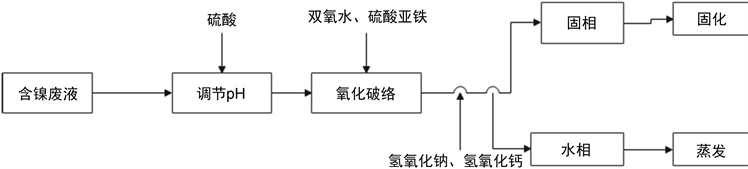
Figure 1. Cleaning wastewater treatment process flow
图1. 清洗废水处理工艺流程
该工艺流程采用H2O2和FeSO4形成的氧化体系对电镀含镍废水中有机物进行氧化处理降解COD,同时,可将镍氨络合废液进行破络进而去除重金属镍,出水经污水站深度处理后达标排放,滤渣交由具有资质企业处理。
3.2. 实验步骤
针对电镀含镍废液,采用多种处理方法,定量取含镍废液200 mL置于500 mL烧杯中,添加氢氧化钠、氢氧化钠和PAC、双氧水和氢氧化钠、芬顿试剂和氢氧化钠、重金属捕捉剂,实验结果如表4所示:
Table 4. The effect of each reagent on the removal of total nickel and COD
表4. 各反应试剂对总镍及COD去除效果的影响
表4可以看出,采用直接添加钠盐的处理方法,总镍去除率及COD去除率均小于10%,而采用芬顿试剂在酸性条件下氧化含镍废液,再添加钠盐中和絮凝沉淀的方法处理含镍废液,总镍去除率可达到99.9%左右,COD去除率达74%。故采用芬顿试剂氧化后再添加钠盐的工艺处理含电镀含镍废液。
3.3. 双氧水添加量的影响
取200 mL清洗废水置于500 mL烧杯中,开启搅拌,添加硫酸溶液调节废液pH至3.0,向烧杯中加入FeSO4·7H2O约15 g,反应一段时间后,分别向其中添加30%双氧水1 mL,5 mL,10 mL,15 mL,20 mL,控制反应温度为60℃,反应时间为1 h,添加氢氧化钙、氢氧化钠调节pH至9.0左右,再添加一定量PAM搅拌,分离后,取上清液进行分析检测。
从下表5可以看出随着双氧水用量的增加,出水镍含量明显逐渐减少,当增加至20 mL时,出水镍含量降至最低,为0.2 mg/L,但从10 mL以后,镍含量基本不变,降低较少。说明双氧水用量在10 mL时,芬顿反应基本完成,而随着进一步增加双氧水用量氧化效率较差,出水镍含量降低不明显,从氧化效果以及经济角度考虑,双氧水最佳用量为10 mL。
Table 5. Effect of hydrogen peroxide dosage on nickel removal
表5. 双氧水用量对镍去除影响
3.4. 硫酸亚铁添加量的影响
取200 mL清洗废水置于500 mL烧杯中,开启搅拌,添加硫酸溶液调节废液pH至3.0,分别向烧杯中加入FeSO4·7H2O约5 g,10 g,15 g,20 g,25 g,反应一段时间后,向其中添加30%双氧水10 mL,控制反应温度为60℃,反应时间为1 h,添加氢氧化钙、氢氧化钠调节pH至9.0左右,再添加一定量PAM搅拌,分离后,取上清液进行分析检测。
Table 6. Effect of dosage of ferrous sulfate on nickel removal
表6. 硫酸亚铁用量对镍的去除影响
从上表6可以看出随着亚铁量增加,出水镍含量逐渐降低,亚铁加入量在10 g之前,出水镍含量较高,由于铁含量不足导致产生的羟基自由基较少,氧化效果差,不能完全使镍氨络合破络,加入碱不能全部形成氢氧化镍沉淀。当亚铁加入量在15 g以后,出水镍含量基本无变化,随着亚铁的继续增加反而导致碱化时有较多的氢氧化铁污泥产生,次废产生量加大,增加处置成本。因此亚铁最佳加入量为15 g。
3.5. 反应pH的影响
取200 mL清洗废水置于500 mL烧杯中,开启搅拌,添加硫酸溶液分别调节废液pH至1.0、2.0、3.0、4.0、6.0、7.0、8.0,然后向烧杯中加入FeSO4·7H2O约10 g,反应一段时间后,向其中添加30%双氧水10 mL,控制反应温度为60℃,反应时间为1 h,添加氢氧化钙、氢氧化钠调节pH至9.0左右,再添加一定量PAM搅拌,分离后,取上清液进行分析检测。
Table 7. Effect of pH on nickel removal
表7. pH值对镍去除影响
从上表7可以看出pH值在强酸性和碱性条件下,镍含量去除率均较差,在碱性条件下镍去除效果最差,出水镍含量100mg/L,可以看出在碱性条件下芬顿效果较差,未产生足够的羟基自由基。而在酸性条件下虽产生一定的羟基自由基但处置效果亦未达到出水标准。pH值在3.0时处置效果最佳,出水镍含量为0.3mg/L,达到出水标准。碱性条件下或者较高pH值会使羟基自由基的出现受到阻碍,并且会产生氢氧化铁沉淀,催化能力丧失。在强酸性条件下,Fe3+不能被还原为Fe2+,催化反应会受到阻碍。
3.6. 反应时间的影响
取200 mL清洗废水置于500 mL烧杯中,开启搅拌,添加硫酸溶液调节废液pH至3.0,向烧杯中加入FeSO4·7H2O约15 g,反应一段时间后,向其中添加30%双氧水10 mL,控制反应温度为60℃,分别控制反应时间为10 min,30 min,1 h,1.5 h,2 h,添加氢氧化钙、氢氧化钠调节pH至9.0左右,再添加一定量PAM搅拌,分离后,取上清液进行分析检测。
Table 8. The effect of reaction time
表8. 反应时间的影响
从表8可以看出反应时间在30 min以内镍去除效果不佳,随着时间的继续进行,镍去除率大幅度提高,在1 h后镍含量基本不变,反应基本完成。反应时间短,可能芬顿未产生足够的羟基自由基且羟基自由基未能完全与镍氨络合充分反应导致碱化后出水镍含量不达标。根据实验结果,考虑反映效率以及经济性,反应时间为1 h最佳。
3.7. 反应温度的影响
取200 mL清洗废水置于500 mL烧杯中,开启搅拌,添加硫酸溶液调节废液pH至3.0,向烧杯中加入FeSO4·7H2O约15 g,反应一段时间后,向其中添加30%双氧水10 mL,分别控制反应温度为20℃、40℃、60℃、80℃、100℃,反应时间为1 h,添加氢氧化钙、氢氧化钠调节pH至9.0左右,再添加一定量PAM搅拌,分离后,取上清液进行分析检测。
Table 9. The effect of reactiont emperature
表9. 反应温度的影响
从上表9可以看出随着温度的升高出水镍含量逐渐降低但上升至80℃时镍含量反而升高,在温度较低时羟基自由基生成速度较慢,所以氧化能力差,不能完全破除镍氨络合,碱化时镍未能完全去除。但温度过高时双氧水分解速度过快,分解为氧气和水,减少了羟基自由基的生成,导致氧化效果不佳。从实验结果可知最佳反应温度为60℃。
3.8. 优化条件下镍去除率
根据实验结果,确认最优处置条件,扩大处置量,取2 L清洗废水置于5 L烧杯中,开启搅拌,添加硫酸溶液调节废液pH至3.0,向烧杯中加入FeSO4·7H2O约150 g,反应一段时间后,向其中添加30%双氧水100 mL,反应温度为60℃,反应时间为1 h,添加氢氧化钙、氢氧化钠调节pH至9.0左右,再添加一定量PAM搅拌,分离后,取上清液进行分析检测。
Table 10. The degradation rate of nickel was optimized
表10. 优化条件下镍的降解率
由表10看出:出水镍含量在0.5 mg/L以下,说明本方法针对于络合镍废液的处置有参考意义,除镍效果好,可达到排放标准。
4. 结论
1) 本文采用合肥某电镀厂产生的镍氨络合废液,通过氧化破络,碱化沉淀使出水镍含量<0.5 mg/L,达到排放标准。
2) 芬顿体系在高温下会使双氧水分解,降低羟基自由基的产生,镍的去除率反而降低。
3) 本文通过实验研究确定镍氨络合废液最佳处置条件为pH值为3.0,亚铁加入量为7.5%,双氧水加入量5%,反应温度为60℃,反应时间为1 h,处置后镍含量<0.5 mg/L。