1. 引言
随着订单数量增加,某产品出现短期内任务量激增的问题,在传统高质量要求下,生产制造的高效率、高效益亦不能忽略。如何在短时间内充分利用资源快速提升产能,满足客户订货需求、提升企业效益成为当前急需解决的问题 [1] 。
短期内任务激增指任务持续时间短、数量至少翻倍的生产。根据客户订货需求,某金属壳体现有产能为X个/年,短期产能目标为2.6X个/年。为快速提升制造能力,本着高质量、高效率、高效益原则,本文以某金属壳体的机械加工制造为例,针对短期内任务激增问题,提出能力提升方案,满足产品制造和企业发展需求。
2. 产品工艺流程
某典型金属壳体的制造工艺流程如图1所示,涉及铸造、机加共2大专业,铸造含配砂、造型等10个工序 [2] ,机械加工含铣基准、铣外形等10个工序。其中,热处理工序位于铸造专业,不再单独列出。
机械加工中的铣基准、铣外形、铣端面、铣内形和X光检测工序采用设备加工,钳工、清洗、钢印、称重和检验采用人工操作。
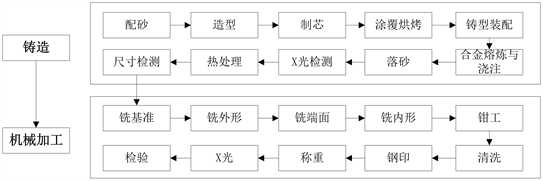
Figure 1. Flowchart of manufacturing process of a typical metal shell
图1. 某典型金属壳体的制造工艺流程图
3. 现有产能
考虑产品存在混线生产,产能计算公式如下:
(1)
其中设备(人员)占比计算公式为:
(2)
定义以下符号:
a——实作工时基数;
b——设备/人员数量基数;
X——产能基数,
。
现以机械加工中的铣基加工为例说明产能计算详细过程。该工序用的设备为JJ001五轴镗铣床,现有设备数量为2b台,该设备承担本产品两项工序:工序1铣基准和工序4铣内形,两项工序的实作工时分别为40a小时和100a小时。根据《机械工厂年时基数设计标准》(GB/T 51266-2017),机械加工设备三班制的年时基数为5060小时 [3] 。JJ001五轴镗铣床为该金属壳体机械加工专用设备,设备资源占比为100%,产能为:
同样方式可计算其他工序产能,结果如表1所示。

Table 1. Machining capacity table of a typical metal shell
表1. 某典型金属壳体的机械加工产能表
绘制产能图,如图2所示。由图知产能短板为工序1的铣基准和工序4的铣内形,机械加工产能取产能最小的为X个/年。
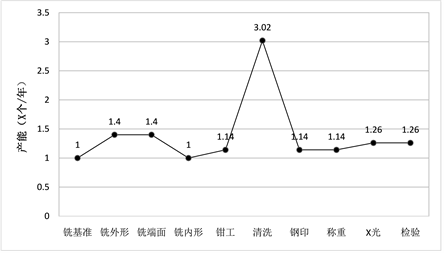
Figure2. Machining capacity diagram of a typical metal shell
图2. 某典型金属壳体的机械加工产能图
同样的方式可得铸造(两班制)产能为1.1X个/年。
机械加工产能最低,则机械加工能力即为该金属壳体的产能,为X个/年。
4. 产能提升措施
本文策划的产能提升措施有以下几个前提:
1) 产品图纸、工艺方案已定型,不再更改;
2) 主辅材料准备充足,无需等待;
3) 人员工作时间最多8小时/天、250天/年;设备工作时间可达24小时/天、360天/年;
4) 无疫情、重大自然灾害等不可抗因素影响生产。
4.1. 增加年时基数
工序1铣基准、工序4铣内形,采用的是三班制、250天/年,年时基数为5060小时。若将设备提升为三班制、360天/年,则产能为X ÷ 250 × 360 = 1.44X个/年;
工序2铣外形、工序3铣端面由三班制、250天/年提升为三班制、360天/年,则产能为1.4X ÷ 250 × 360 = 2.02X个/年;
工序5钳工、工序7钢印、工序8称重由单班制(8小时)、250天/年提升为两班制(8小时、8小时,共16小时)、360天/年,则产能为1.14X ÷ 250 ÷ 8 × 360 × 16 = 3.3X个/年,产能满足2X个/年需求。
工序9X光、工序10检验由单班制(8小时)、250天/年提升为两班制(8小时、8小时,共16小时)、360天/年,则产能为1.26X ÷ 250 ÷ 8 × 360 × 16 = 3.63X个/年,产能满足2.6X个/年需求。
工序6油封产能已达3.02X个/年,不再增加班制和工作天数,产能满足2.6X个/年需求。
通过增加工作班制、工作天数,工序5~工序10产能满足需求。
JJ001五轴镗铣床2b台,三班制、250天/年所需人员为6b人(单台设备需1人),三班制、360天/年所需人员360 ÷ 250 × 6b = 8.64b人。新增人员2.64b人。
JJ002五轴龙门铣床2b台,三班制、250天/年所需人员为6b人(单台设备需1人),三班制、360天/年所需人员360 ÷ 250 × 6b = 8.64b人。新增人员2.64b人。
JJ003镗铣床2b台,三班制、250天/年所需人员为6b人(单台设备需1人),三班制、360天/年所需人员360 ÷ 250 × 6b = 8.64b人。新增人员2.64b人。
机加钳工单班制(8小时)、250天/年所需人员为b人,两班制(8小时、8小时,共16小时)、360天/年所需人员为360 ÷ 250 × 16 ÷ 8 × b = 2.88b人。新增人员1.88b人。
ZZ001射线检测机b台,单班制(8小时)、250天/年所需人员为1人,两班制(8小时、8小时,共16小时)、360天/年所需人员为360 ÷ 250 × 16 ÷ 8 × b = 2.88b人。新增人员1.88b人。
油封工产能已足够,无需新增人员。
以上合计新增人员11.68b人。
4.2. 补充设备(人员)
不改变生产班制,仅补充设备(人员)达到产能2.6X个/年,需补充的设备(人员)情况如下:
工序1铣基准、工序4铣内形用的设备为JJ001五轴镗铣床,2b台设备在三班制、250天/年班制下产能为X个/年,产能达到2.6X个/年,需补充(2.6X ÷ X − 1) × 2b = 3.2b台。
工序2铣外形、工序3铣端面用的设备分别为JJ002五轴龙门铣床、JJ003镗铣床,2b台设备在三班制、250天/年班制下产能为1.4X个/年,产能达到2.6X个/年,需补充(2.6X ÷ 1.4X − 1) × 2b = 1.71b台设备。
工序5钳工、工序7钢印、工序8称重用机加钳工b人,在单班制、250天/年班制下产能为1.14X个/年,产能达到2.6X个/年,需补充(2.6X ÷ 1.14X − 1) × b = 1.28b人。
工序9 X光用的设备为ZZ001射线检测机,b台设备在单班制、250天/年班制下产能为1.26X个/年,产能达2.6X个/年,需补充(2.6X ÷ 1.26X − 1) × b = 1.06b台设备。
工序10检验用机加检验b人,在单班制、250天/年班制下产能为1.26X个/年,产能达到2.6X个/年,需补充(2.6X ÷ 1.26X − 1) × b = 1.06b人。
以上合计新增JJ001五轴镗铣床3.2b台(新增人员9.6b人)、JJ002五轴龙门铣床1.71b台(新增人员5.13b人)、JJ003镗铣床1.71b台(新增人员5.13b人)、ZZ001射线检测机1.07b台(新增人员2.14b人),合计新增人员24.34b人。
4.3. 扩充外协
机械加工为普通加工能力,可通过技术输出工艺方案,由外协厂家利用现有能力或购置设备完成产品加工 [4] ,需外协的数量为2.6X – X = 1.6X个/年。经调研,考虑单个厂家现有固定资产规模及现有任务,全部外协给某一厂家难度较大,需多家调研。
扩充外协方式存在质量隐患,因外协厂家不熟悉产品图纸及工艺流程,易出现产品加工效率低、质量不合格等问题 [5] [6] 。
4.4. 措施比较
增加年时基数工序1~工序4产能可提升,但无法满足产能目标2.6X个/年。工序5~工序10仅补充人员即可达到产能目标。
补充设备(人员)各工序产能可满足产能目标,但需补充设备、人员数量较多。
为避免任务完成后造成设备等资源闲置,同时减少固定资产投资,可综合采取增加年时基数并补充短线瓶颈设备的措施。工序1铣基准、工序4铣内形用的设备为JJ001五轴镗铣床,2b台设备在三班制、360天/年班制下产能为1.44X个/年,补充1.61b台设备,产能可达2.6X个/年,可采用新购设备、租赁设备的方式。工序2铣外形、工序3铣端面用的设备分别为JJ002五轴龙门铣床、JJ003镗铣床,2b台设备在三班制、360天/年班制下产能为2.02X个/年,需再补充0.57b台设备,产能可达2.6X个/年,同样可采用新购设备、租赁设备的方式。
增加年时基数后需新增的人员为11.68b人,补充短线瓶颈设备后需新增的人员(1.61b + 1.61b + 0.57b) × 3 = 11.37b,合计11.68b + 11.37b = 23.05b人。
三种措施补充的设备、人员见表2。
说明:新增设备、人员数量需根据实际情况向上取整。
Table 2. Comparative table of capacity improvement measures
表2. 产能提升措施比较表
综合增加年时基数和补充短板设备可满足2.6X个/年的产能目标,补充的设备数量也较少,产品质量、效率、周转路线与原来一致,是最优方案。
扩充外协可满足2.6X个/年的产能目标,无需新增固定资产,因产品涉及多个厂家周转,产品质量存在隐患。
5. 结束语
某金属壳体的制造涉及铸造、机加共2大专业,本文详细研究了机加专业的产能提升措施,并定性分析了各措施的优劣。铸造与机加类似,可在增加年时基数的基础上适当补充通用设备,同时可多方调研,在保证产品质量的前提下扩充外协。