1. 引言
控制图是统计过程控制(Statistical Process Control, SPC) [1] [2] 实现的一个重要工具,其工作原理是通过恰当地构造图统计量同时设定控制限来检测生产过程是否处于受控状态(In Control, IC)。Roberts [3] 于1959年提出指数加权移动平均(Exponential weight moving mean control chart, EWMA)控制图,通过对生产过程的历史信息和当前信息赋予指数规律权重,用于检测过程均值的小而持久的漂移。值得注意的是,在控制图设计中,最新信息均被赋予更高的重要性 [4] 。在Shewhar [5] 控制图中,只需要最新观测值信息;而在EWMA控制图中,相对于历史信息,最新观测值信息被赋予了更大的权重。由此,观测值的最新变化信息对于检测性能的影响而不应被忽略。Patel和Divecha (2011) [6] 提出了修正的EWMA (Modified EWMA, MEWMA)控制图,在图统计量中添加了过程观测值的最新变化,实现了对均值小而瞬时的漂移检测。进而,鉴于图统计量方差以及指标观测值的最新变化对检测性能的影响,Khan、Aslam和Jun (2016) [7] 在 [3] 图统计量中,引入表征质量参数最新变化影响的差异因子k,并限定k的取值使图统计量方差达到最小。2021年,Aslam [8] 对比研究了 [7] 中的差异因子k对MEWMA的性能的影响,结果表明k取相应负值时MEWMA控制图对小到中等漂移的检测性能更好。
综上,EWMA以及EWMA的各种改进控制图均依据图统计量的样本观测值是否超出设定的双边控制限来推断均值是否发生飘移,进而判断过程是否失控。实际上,对于特定背景的检测问题,双边控制限并不是必须的。例如,某一疾病(如COVID-19)感染率的上升表明对公共卫生的风险增加,只针对感染率的向上漂移的检测就可满足当地政府调整防疫措施的需要。当漂移方向已知(向上或向下)时,双边控制图检测还可能加重惯性问题的影响 [9] 。所以针对漂移方向已知的均值检测问题,单边控制图应该是更优的选择。Crowder [10] 于1992年提出了单边EWMA控制图(REWMA, Resetting EWMA),通过对图统计量重启实现单边检测。图统计量重启机制减弱了反向信息的影响,却并未消除反向信息。Shu [11] 通过引入观测值重启机制,提出了一种改进的单边EWMA控制图(IEWMA, Improved EWMA),优化了REWMA的检测性能。
本文结合均值漂移的方向信息和观测值最新差异信息,引入数据重启机制,设计基于重启机制和最新差异信息的修正EWMA (Restarting-Modified EWMA, ReMEWMA)控制图。最后通过蒙特卡洛方法 [12] (Monte Carlo Method, MCM)计算失控状态平均运行长度(Average Run Length, ARL1),在仿真数据及真实过程数据上,评估新控制图的性能,并与现有的MEWMA、IEWMA、EWMA控制图进行比较。
2. 基于最新差异信息的重启EWMA控制图建模
设
是来自同一总体的相互独立的随机变量序列,这里i为观测的时间点,所以
是一个时间序列,
。当过程均值
时,我们认为统计过程处于受控(In Control, IC)状态,反之则认为过程处于失控(Out of Control, OC)状态。在时间点i随机抽取大小为l的样本
,这里称为子组大小为l的批数据(特别的,当
时观测数据即为单点数据)。在第i个时间点,
的信息用
,
表示,
。
2.1. 双边MEWMA控制图
相比于传统的EWMA控制图,文献 [7] 在图统计量中加入了样本的最新变化,称为MEWMA控制图。它的图统计量为
, (1)
其中,
为平滑系数,k是差异因子,
是第i个时间点的样本均值,
初始值
。
MEWMA的控制限为
. (2)
其中,L是给定常数。如果图统计量
的值落在控制限之间,则我们认为这个过程直到时间点i都处于受控状态(IC),否则就判断为过程失控(OC),给出均值发生漂移的信号。
2.2. 单边EWMA控制图
当均值漂移方向已知(向上,或向下)时,Shu [11] 在单点数据(
)上引入重启机制,只累加大于目标均值
的过程观测值,实现均值向上漂移的检测。
具体的,在第i个采样时刻,重启
为
, (3)
对应的上单边EWMA控制图统计量为
, (4)
并且对应的控制限为上控制限
. (5)
当
的观测值超出对应的上控制限(5)时可判定过程处于失控状态。
2.3. 基于最新差异信息的重启EWMA控制图
当只需考察过程均值向上漂移时,我们设计样本统计量
, (6)
引入表征过程观测值最新变化的影响因子k,设计ReMEWMA图统计量为
, (7)
其中,
为平滑系数,其作用是量化历史观测值与当前观测值对统计量的影响;k是差异因子,用于表征最近两次观测值之间差异的影响;初始值
。通过计算可得图统计量(7)的期望和方差分别为
, (8)
, (9)
其中,
。
从公式(9)可知
,所以当i趋于无穷大时,控制图统计量的方差收敛于
, (10)
显然,对于给定的
和k,
收敛于
,故与(9)式相比,(10)式性能相似而计算简单。所以为简便起见,我们选取(8)与(10)式设计控制限,得到ReMEWMA的上控制限为
. (11)
其中,L是与预先指定的
对应的控制限系数。如果图统计量
落在UCL之上,则过程在第i时刻被判断为处于OC状态。否则,认为该过程是IC状态。同理,当过程均值漂移方向向下时,可构建下单边ReMEWMA控制图。
3. ReMEWMA控制图的性能评价
该文中,利用平均运行长度(Average Run Length, ARL) [13] [14] [15] 作为控制图性能的衡量指标,其中
表示过程被判断为IC状态的平均运行长度,它反映了过程的稳定程度;
为过程开始进入OC状态到发出报错信号的平均运行长度,它的大小表征了控制图对失控信号的检测能力。毋庸置疑,我们希望
越大越好同时
越小越好。但根据统计学原理我们知道
和
是一对存在矛盾且需要平衡的指标,无法同时满足要求。所以在设计控制图时,通常预先指定
,再使
的取值尽可能小。在这里,我们固定
,针对漂移大小
以及对应的平滑系数
,利用蒙特卡洛仿真试验 [16] 计算
,进行小到中等的漂移检测性能评估实验,试验次数均为一万次。
值得一提的是,在(1)式中,差异因子k的引入会影响图统计量的方差,而图统计量方差增大会导致
增大。文献 [7] 中取k值为
,这时控制图方差达到最小。在文献 [8] 中,Alevizakos比较了不同的差异因子k对控制图性能的影响,发现在k取负值时MEWMA对小到中等大小的漂移均有较高的检测效率。因此,本文中我们分别选取差异因子
以及样本容量
(单点数据)、
(批数据),来验证小到中等的漂移下ReMEWMA控制图的性能。
3.1. ReMEWMA的可行性评估
假设过程IC状态对应分布
,可能的均值漂移记为
,那么OC状态对应分布
。针对给定的k和l,表1至表3展示了不同的
和
对应的
。

Table 1. When A R L 0 = 500 , l = 1 , k = − λ / 2 , the A R L 1 of the ReMEWMA control chart
表1. 当
时,ReMEWMA控制图的
Table 2. When A R L 0 = 500 , l = 1 , k = − λ / 4 , the A R L 1 of the ReMEWMA control chart
表2. 当
时,ReMEWMA控制图的
Table 3. When A R L 0 = 500 , l = 5 , k = − λ / 2 , the A R L 1 of the ReMEWMA control chart
表3. 当
时,ReMEWMA控制图的
依据表1至表3中展示的
值可得以下结论:
(1) 表1和表2表明对于相同的l,
时控制图对于中小偏移量(
)的检测性能较优;
(2) 表1和表3对比表明,当k和
相同时,相对于单点数据,批数据的检测效果更好。
3.2. ReMEWMA的有效性比较
给定
,
,
,针对均值可能的向上漂移(
),将ReMEWM与现有的EWMA、MEWMA及IEWMA控制图作比较,仿真结果如表4所示。
Table 4. When A R L 0 = 500 , l = 1 , k = − λ / 2 , the A R L 1 of the MEWMA, EWMA, IEWMA and ReMEWMA
表4. 当
时,ReMEWMA, MEWMA, EWMA和IEWMA的
从表4可以得出,当
时,即对过程均值小到中等大小的漂移,ReMEWMA控制图的性能均优于其他控制图。例如,当
时,ReMEWMA、MEWMA、EWMA、IEWMA控制图的
分别为46.33、85.899、108.54、74.56,相比之下ReMEWMA控制图
最小。但是针对大漂移来说,所提出的控制图检测效果不好。例如选取
,ReMEWMA、MEWMA、EWMA、IEWMA控制图的
分别对应为1.91、1.95、1.27、1.24,相比之下ReMEWMA控制图
仅次于MEWMA。综上,对比分析发现新设计的ReMEWMA对监测过程均值中小漂移具有优越性。
Table 5. When A R L 0 = 500 , l = 5 , k = − λ / 2 , the A R L 1 of the MEWMA and ReMEWMA
表5. 当
时,ReMEWMA与MEWMA控制图的
表5证实了在批数据(
)上,对于小到中等的向上漂移(
),ReMEWMA控制图的性能均优于MEWMA控制图的。例如,当
时,ReMEWMA控制图的
小于MEWMA的
。所以重启机制的引入可以减小
,提高了检测性能。
4. 控制图可视化算例
本节在仿真数据集和汽车发动机活塞环内径值的真实数据集上,从控制图实现的角度可视化MEWMA与ReMEWMA控制图的检测效果。
4.1. 仿真算例

 (1)
(2)
(1)
(2)
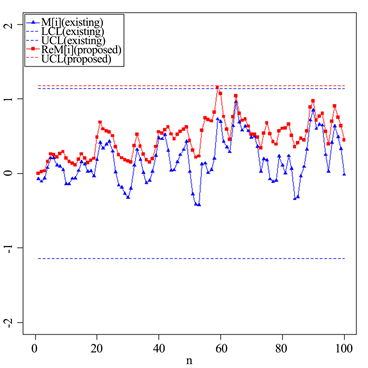
Figure 1. Visual comparison of control chart performance between MEWMA and ReMEWMA
图1. MEWMA和ReMEWMA控制图性能的直观比较
这里以
代表IC分布,从中抽取前50个数;同时用
代表OC分布,从中抽取后50个数。这些数依次组成某生产过程的连续100个时间点的单点观测数据。选取
,固定
。如图a中(1)所示,ReMEWMA在第59个时间点第一次超出上控制限,给出了第一个OC信号,并随后三次短暂地触及上控制限,而MEWMA控制图仅在第65个时间点触及控制限。如果把OC分布改为
,如图1中(2)所示,ReMEWMA同样在第59个时间点检测出过程OC信号,而MEWMA始终没有给出OC信号。所以对于均值的中小漂移,尤其对于小飘移,ReMEWMA控制图的检测性能更优。
4.2. 实例
为验证ReMEWMA在实际数据上的可行性和有效性,我们在文献[8]提供的关于汽车发动机活塞环内径测量值(以毫米为单位)的真实数据集上进行过程均值检测。该数据集由正态分布下的40个时间点,子组样本量
的样本数据组成,其中前25个样本数据代表过程处于IC状态,后15个样本代表过程处于OC状态。根据IC数据集估计出过程均值和标准差,分别为74.0012 mm和0.01 mm,以此对数据进行标准化处理。对于
,
,固定
,对应MEWMA和ReMEWMA的L分别为3.1076和2.7949,计算图统计量(表6)并绘制控制图(图2)。
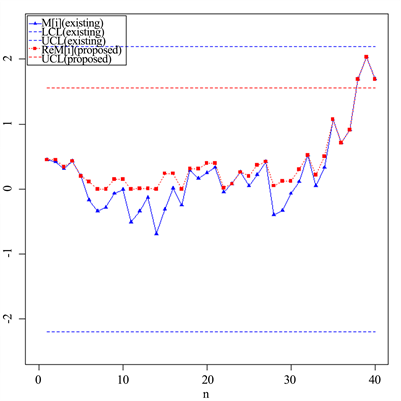
Figure 2. Intuitive comparison of the performance of MEWMA and ReMEWMA control charts using real data
图2. 利用真实数据对MEWMA和ReMEWMA控制图性能的直观比较
Table 6. Data set for measuring the inner diameter of automotive engine piston rings
表6. 汽车发动机活塞环内径测量值数据集
表6和图2表明,ReMEWMA在第38个时间点给出OC信号,而MEWMA图均未触及控制限,所以始终没有检测出OC信号,再次证明了本文提出的ReMEWMA控制图在检验性能上的优越性。
5. 结论
ReMEWMA作为改进型EWMA均值控制图,结合了MEWMA和单边EWMA控制图的检测性能,针对控制过程均值的单侧漂移设计了样本观测值重启机制,并且在图统计量设计中引入了样本最新差异信息的影响。最后通过仿真数据和真实数据,实现了过程均值飘移的检测,并检验了检测的有效性、可靠性和与现有方法相比的优越性。
基金项目
长安大学中央高校基本科研业务费专项资金资助项目(310812163504)。
NOTES
*通讯作者。