1. 引言
悬索桥的索夹结构形式有骑跨式和销接式,其结构特点为薄壁异型构件。传统索夹通常采用ZG20Mn低合金钢铸造索夹毛坯,然后通过机加工成型 [1] 。随着桥梁跨度的增大,设计载荷越来越大,仍然采用以前常用的低强度铸钢材料铸造索夹毛坯,必然导致铸件的轮廓尺寸及重量大幅增加,直接增加产品的铸造、制造以及运输安装的难度,同时大幅增加制造及安装运输成本。铸造是一个高污染的行业,随着国家倡导绿色环保,铸钢铸造业被列为落后淘汰产业。同时,铸钢件内部组织相对疏松,不可避免地会存在一些铸造缺陷,铸钢索夹常见的不合格缺陷主要为缺肉、气孔、夹渣、疏松、裂纹等,需要按照规范要求对缺陷进行修补 [2] 。
如果采用焊接索夹,轧制钢板内部组织更加致密,材料力学性能及内部质量通常比铸钢更容易有效控制,制作过程中只需要对焊缝进行严格控制,即可保证焊接索夹的质量,焊接索夹由多块钢板组合焊接而成,焊缝数量多,且存在受拉焊缝,焊接应力复杂,为降低焊接应力、改善焊缝的受力状态,需要对焊接索夹进行优化设计,以降低焊缝的应力和疲劳问题。同时,需要通过试验验证结构及焊缝的疲劳,满足设计要求。
图1为传统铸造索夹结构形式。
 (a) (b)
(a) (b)
Figure 1. Structure forms of cable clamp: (a) Pin cable clamp; (b) Straddle cable clamp
图1. 索夹结构形式:(a) 销接式索夹;(b) 骑跨式索夹
2. 工程背景
燕矶长江大桥及接线工程地处湖北黄冈市和鄂州市交界处,跨江桥位上距鄂黄大桥约6.5公里,下距鄂东长江大桥约22公里,北岸为黄冈市黄州区,南岸为鄂州市燕矶镇,是鄂州黄冈两市的城市快速路的过江桥梁工程,同时作为大广高速的复线工程,拟将黄冈侧的大广高速与鄂州侧的武鄂高速相连。跨江主桥采用主跨1860米钢桁梁悬索桥,采用双层结构,设计4根主缆,兼顾高速通道和城市快速通行,全桥采用全焊接索夹设计 [3] 。
3. 结构设计研究
3.1. 结构组成
全焊接索夹由Q345qD钢板焊接而成。索夹直径φ1026 mm,长1860 mm,壁厚35 mm,重量约4吨。
全焊接索夹主要由上、下半索夹筒体及自身加劲板、纵向限位板、下耳板组成。索夹下半索夹筒体采用Q345qD-Z25桥梁用结构钢,其他位置均采用Q345qD。上、下半索夹筒体板厚35 mm,采用钢板整体卷制而成。索夹筒体外围布设环形加劲肋,加劲肋板厚30 mm,纵向距离230 mm,加劲板外伸牛腿,纵向焊接通长水平肋供螺杆预紧用,水平肋板厚36 mm。下半索夹设置了双耳板,耳板与筒体之间采用熔透焊缝连接。
图2为全焊接索夹结构图,图3为耳板与索夹筒体焊接结构图。
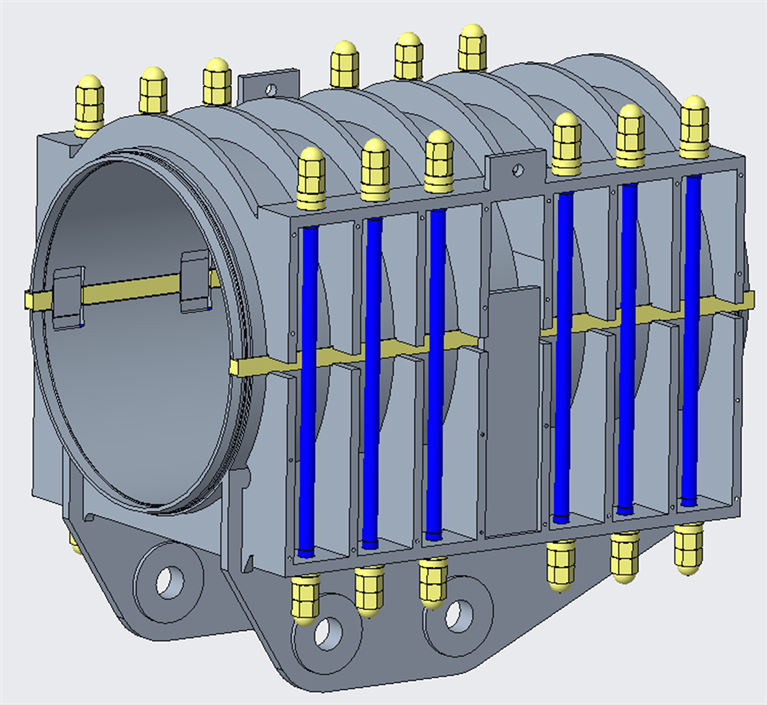
Figure 2. Structure diagram of all-welded cable clamp
图2. 全焊接式索夹结构图

Figure 3. Welded structure diagram of the lug plate and the barrel
图3. 耳板与索夹筒体焊接结构图
对比传统铸造索夹螺杆座的实心结构,全焊接索夹螺杆座结构采用承压板和横肋焊接的结构形式。在保证螺杆座强度的前提下,大大减轻了索夹整体重量,这种结构简单,焊缝少,焊接变形小,易于焊接制造;螺杆状态易于观察。
图4为承压板示意图。
3.2. 结构分析
全焊接结构索夹,材料采用Q345qD桥梁用结构钢,屈服极限345 MPa,抗拉强490 MPa,设计板厚对应的材料强度设计值270 MPa,技术标准符合《桥梁用结构钢》 [4] 要求。单根螺杆夹紧力为600 kN,吊索力为3800 kN。
应用通用有限元分析软件ANSYS对索夹结构进行强度校核,通过静态强度分析,计算索夹结构在设计工况下的应力水平。
从应力云图和位移云图可以看到,全焊接索夹整体最大应力值为203.9 MPa,在许用应力范围内,最大位移0.62 mm。
图5为整体应力云图,图6为综合位移云图。

Figure 6. Combined displacement cloud map
图6. 综合位移云图
通过分析可得出以下结论:
结构主要区域应力水平在许用值以下,结构静强度满足要求。
4. 制造工艺研究
全焊式索夹为钢板焊接结构,钢板之间的焊缝质量直接关系索夹的可靠性和安全性,焊接质量的控制是索夹制造过程的关键环节,因此主要对全焊接索夹的焊接工艺开展研究。根据全焊接索夹的结构特点,分析认为主要重难点如下:
1) 筒体尺寸精度的控制;
2) 焊接过程变形的控制;
3) 焊缝质量的控制。
4.1. 筒体尺寸精度控制
为保证筒体卷制、焊接后有机加工余量,采用45 mm厚钢板用四芯辊床进行辊制,辊制后焊接成整圆的方案。筒体制作完成后检查尺寸,外径允差 ± 2 mm,内径允差 ≤ 2 mm,筒体上下口同心度 ≤ 3 mm,若不满足要求,需继续辊圆校正,否则后续焊接后,其它部位尺寸可能会无法满足尺寸要求。
图7为筒体卷制示意图。

Figure 7. Schematic diagram of barrel winding
图7. 筒体卷制示意图
4.2. 焊接过程变形控制
根据焊接式索夹筒体为薄壁结构的特点,索夹筒体的制作采用整体卷制后再分别焊接耳板、横肋、承压板等结构,焊接过程在筒体、耳板等位置设置临时固定支撑,预防焊接变形。
焊接完成后进行整体进炉退火,降低焊接应力,退火后采用氧割的方式切割筒体使之成为上下两半索夹。这样可以减小索夹筒体变形,降低结构件制作难度,提高结构件制作效率。
图8为索夹焊接顺序示意图,图9为临时固定支撑布置示意图。
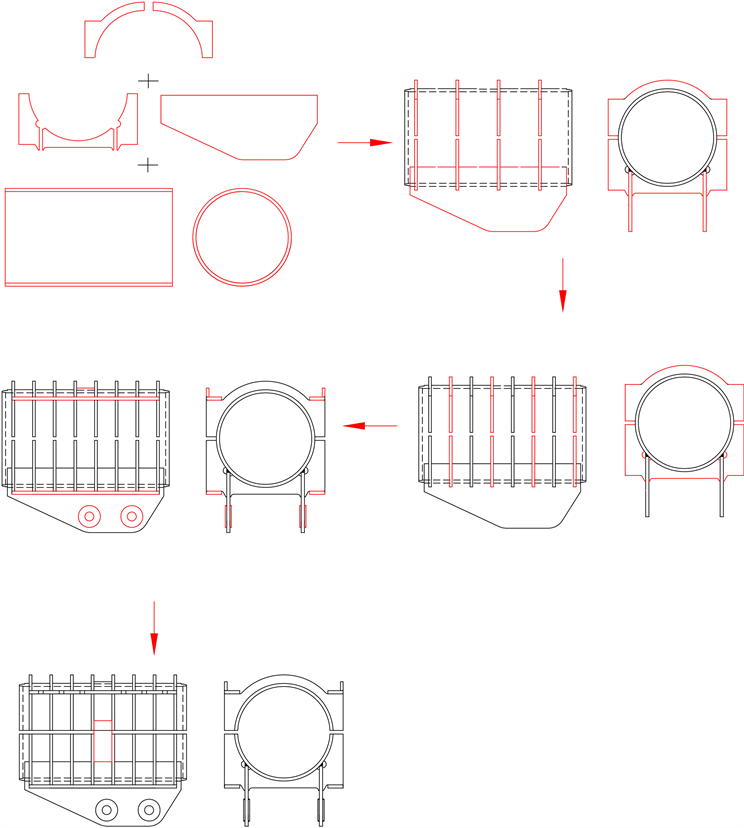
Figure 8. Schematic diagram of welding sequence of cable clamp
图8. 索夹焊接顺序示意图
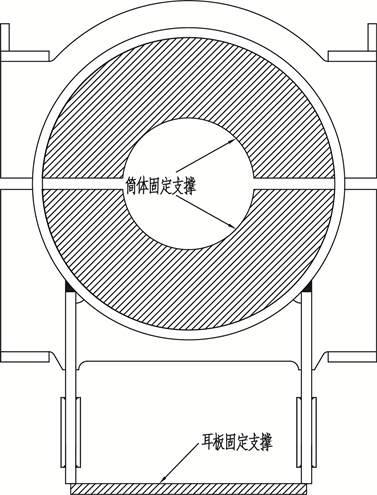
Figure 9. Schematic diagram of temporary bracing
图9. 临时固定支撑示意图
4.3. 焊缝质量控制
根据全焊接索夹的结构和材料特点,在焊接方法的选择上,选用CO2气体保护焊,CO2气体保护焊具有熔敷率高、焊缝成形美观、焊接质量易于控制等优点。焊丝选用YCJ501Ni-DHL/φ1.2药芯焊丝,该类焊丝与索鞍母材强度匹配,电弧稳定,飞溅少,其焊缝塑性、韧性、焊接接头的抗裂性等符合设计要求。
所有焊缝在焊后24小时进行100%的超声波探伤和100%磁粉探伤,焊接完成后,退火前和退火后分别安排探伤,超声波探伤按GB/T 11345-2013 B级、GB/T 29712-2013 2级合格,磁粉探伤按GB/T 26952-2011 2级合格。
5. 疲劳试验
全焊接索夹作为一种全新的索夹结构形式,其力学性能、传力路径、结构形式、制造工艺目前鲜有研究,同时全焊接索夹作为焊接结构,焊缝密集,焊缝形式多样,要承受较大的动载荷作用,其疲劳问题较为突出,目前国内外缺乏对全焊接式索夹的研究,也没有相关的行业标准参考,所以有必要对全焊接式索夹的疲劳问题进行研究。通过疲劳试验,可以研究、验证焊接式索夹的抗疲劳性能,为后续焊接式索夹产品设计提供参考。
参考《公路悬索桥吊索》 [5] 开展索夹疲劳试验,按照此标准,索夹需进行2*106次脉动载荷试验。试验加载设备采用4500 kN阻尼器试验机,整体为卧式高强度框架结构,主要由主机框架、油缸座、移动横梁、作动器、负载传感器、插销附具及防护罩等部件组成。
图10为索夹疲劳试验模型示意图。
在下半索夹耳板与筒体的焊缝附近贴应变片,进行焊缝附近的应变监测。
图11为应变片位置示意图。

Figure 11. Schematic diagram of strain gauge position
图11. 应变片位置示意图
利用试验机控制软件,采用力控制模式,加载方式为正弦波,加载振幅范围为1300 kN~2400 kN,加载频率不小于1 HZ。加载过程记录拉力VS时间曲线、拉力VS位移曲线、焊缝处的应变值,需注意观察加载曲线和焊缝的应变,若有异常,立即停止试验,对索夹和工装进行检查。
图12为试验加载曲线示意图。
试验完成后,将索夹从工装拆卸,对所有焊缝进行磁粉探伤,按照GB/T 26952-2011执行,2级合格;所有熔透性焊缝进行100%超声波探伤,按照GB/T 11345-2013 B级、GB/T 29712-2013 2级合格。
通过试验过程中试件受载情况、各测试点位应变测试值以及试验结束后的磁粉和超声探伤的结果综合评判结构疲劳性能,得出如下结论:
1) 试验过程中试件受力稳定,试件本体无异常状况发生;
2) 试验过程中测试得到的应变与计算结果基本吻合;
3) 试验完成后,采用磁粉和超声探伤对试件焊缝进行检查,未发现表观裂纹及内部损伤产生。
上述结果表明,试件采用的设计和施工工艺满足疲劳试验性能要求。
6. 结语
相比传统铸造索夹,超大跨度悬索桥的索夹因结构尺寸超大,采用了焊接结构,避免了因铸造产生的诸多铸造缺陷,外观更加美观,制作效率更高,重量更轻,制作成本更低;焊接式索夹结构合理,索夹与耳板应力传递均匀。
全焊接索夹结构和工艺研究在国内还处于初期发展阶段,特别是超大直径焊接式索夹结构和工艺研究在国内还属首次。本文通过对某超大型悬索桥全焊接索夹的结构和工艺研究,分析了全焊接索夹结构的特点和制作难点,设计了合理的结构形式,制定了合理的制造工艺方案,为后续工程实际应用提供了理论依据和经验。