1. 引言
随着经济和科技的快速发展,塑料产品在消费领域的应用越来越广泛,消费者对塑料产品功能和品质要求也越来越高,尤其对于高端消费产品来说,表面质量要求高、光泽度好,不允许有明显熔接痕、流纹等缺陷,达到镜面效果 [1] 。快速冷热循环注塑成型技术又称高光无痕注塑成型技术,主要用于消费电子、日用化妆、汽车装饰、包装配件等产品领域,通过高温控制塑料的流动和填充,低温快速冷却,解决产品的各种表面缺陷,同时实现表面高光效果 [2] [3] [4] 。
多年来,对快速冷却循环注塑技术的研究就一直没有间断过。如景小阳等 [5] 系统介绍了高光注塑成型技术的基本原理,进行了常见的模具加热方法和温度控制系统等关键技术分析。宋仁军等 [6] 对塑料产品设计、原材料性能、模具设计和生产工艺等进行了分析。王小新 [7] 通过博士学位论文对快速冷热循环模具加热冷却方法与产品质量控制进行了系统的研究。刘东雷等 [8] [9] [10] 研究了高光成型工艺对制品表面质量的影响。杨丁等 [11] 对快速冷热循环注塑工艺对ABS塑件表面硬度的影响。
上述工艺研究对指导高光注塑产品的模具设计、装备制造、表面质量和工艺参数设定提供了参考依据。但目前基于现代快速冷热专用模温机为基础的高光注塑系统对产品表面光泽度的影响工艺的研究尚没有系统化。本文基于高温蒸汽快速冷热循环模温机、高光注塑模具、冷却水循环系统的快速冷热循环注塑试验方案,研究了注塑成型工艺参数对ABS塑件表面光泽度的影响。
2. 试验部分
2.1. 试验设备和模具
海天MA1600型注射机、奥兰特TWG-800型速冷速热模温机(蒸汽加热控制模具温度)、YH-30型冷却水塔(常温水冷却模具)和高光注塑模具。实验所用的高光注塑模具如图1所示,在模具的动、定模两侧分别设置加热和冷却水口,采用一出二的两腔设计,一腔对应一组水路,加热和冷却采用同一组水路。
2.2. 试验材料
非结晶型丙烯腈–丁二烯–苯乙烯(ABS)材料,中国石油吉林石化生产,牌号:0215A,其性能参数如表1所示。
 (a) 高光注塑模具
(a) 高光注塑模具  (b) 速冷速热进出水口分布
(b) 速冷速热进出水口分布
Figure 1. High gloss injection mold and distribution diagram of inlet and outlet water ((a) High gloss injection mold, (b) Distribution of inlet and outlet for quick cooling and quick heating)
图1. 高光注塑模具及进出水分布图((a) 高光注塑模具,(b) 速冷速热进出水口分布)

Table 1. ABS material performance parameters
表1. ABS材料性能参数

Figure 2. Location for measuring the glossiness of plastic surfaces
图2. 塑胶表面光泽度测量位置
2.3. 测试方法
光泽度是物体表面属性之一,是指在规定的入射角下,试样的镜面反射率与同一条件下基准面的镜面反射率之比,可以省略百分号,以光泽单位表示 [12] 。本研究采用KGZ-1A镜面光泽度仪对ABS塑件表面光泽度进行测试,生产厂家为天津市科器高新技术有限公司,表面光泽度的测试位置如图2所示(图中黑点为测试点)。依据经验和文献资料采用入社角度为60度,为减少实验误差,每个工艺参数选取10个试样,并确算数平均值作为最终测试数据,精确到0.1光泽单位。
3. 结果与讨论
通过试验,可分别得到不同工艺条件下的ABS表面光泽度的测试结果,由此可得到快速冷热循环注塑工艺条件下的各参数(包括模具温度、材料温度、注塑压力、射料速度、保压压力和保压时间)对ABS塑件表面光泽度的影响曲线图,并以此对其进行相关分析。
3.1. 模具温度对ABS塑件表面光泽度的影响
将其他工艺参数设定为常用数据后,分析注塑温度对ABS塑件表面光泽度的影响,如图3所示。由图3可知,模具温度的变化对ABS塑件表面光泽度的影响很大。当模具温度处于常温时,ABS塑件表面的光泽度为74.4;随着模具温度的升高,ABS塑件的表面光泽度逐渐增大,当温度上升到100℃时,ABS塑件表面的光泽度达到最大值88.5;随着温度继续升高,ABS塑件表面的光泽度开始下降,当温度升到160℃时,ABS塑件表面的光泽度下降到80.22。
原因分析:当模具温度处于常温时,ABS原料由高弹态快速降到玻璃化温度(TG)以下固化定型,表面收缩明显,不能很好的填满模具型腔,所以光泽度较低;当温度上升到100℃时,ABS原料由高弹态降到玻璃化温度(TG)附件,ABS分子还具有一定的高弹流动性,更利于填充满模具型腔,所以光泽度高;当温度升到160℃时,ABS原料玻璃化温度(TG)以上,ABS分子高弹流动性较大、分子间张力增大,填充进模具型腔的料会减少,冷却后收缩会增大,所以光泽度降低。
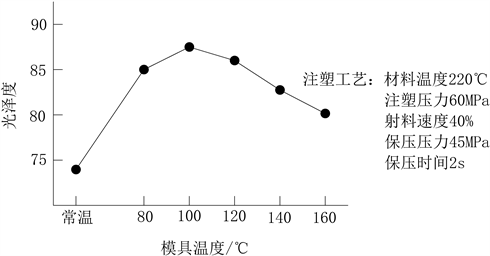
Figure 3. The effect of mold temperature on the surface gloss of ABS plastic parts
图3. 模具温度对ABS塑件表面光泽度的影响
3.2. 材料温度对ABS塑件表面光泽度的影响
将其他工艺参数设定为常用数据后,分析材料温度对ABS塑件表面光泽度的影响,如图4所示。由图4可知,材料温度的变化对ABS塑胶表面光泽度的影响不大。当材料温度上升到230℃时,ABS塑件表面的光泽度达到最大值88.7;随着温度继续升高,ABS塑件表面的光泽度开始下降,当温度升到250℃,ABS塑件表面的光泽度下降到86.2。
原因分析:当材料温度上升到230℃时,ABS分子处于最佳的高弹流动状态,所以光泽度最高;当温度升到250℃,ABS分子高弹流动性增大、分子间张力增大,所以光泽度降低。

Figure 4. The effect of material temperature on the surface gloss of ABS plastic parts
图4. 材料温度对ABS塑件表面光泽度的影响
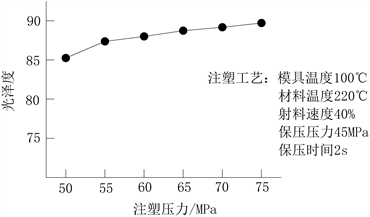
3.3. 注塑压力和保压压力对ABS塑件表面光泽度的影响
将其他工艺参数设定为常用数据后,分析注塑压力和保压压力对ABS塑件表面光泽度的影响,如图5所示。由图5可知,注塑压力和保压压力的变化对ABS塑胶表面光泽度有一定影响。当注塑压力和保压压力加大时,ABS塑件表面的光泽度逐渐增大,分别增加了4.3和2.9。
原因分析:当注塑压力增大时,能够填充更多的原料进入模具型腔,所以表面光泽度会增大;当保压压力增大时,模具型腔能将ABS分子压得更紧密,所以表面光泽度会增大。虽然增加注塑压力和保压压力能提高一些表面光泽度,但ABS塑件也出现了较为明显的溢胶现象,该工艺条件下对产品的生产是不利的。
 (a)
(a) 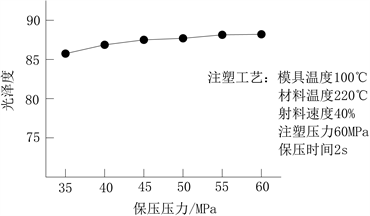 (b)
(b)
Figure 5. The effect of holding pressure and injection speed on the surface gloss of ABS plastic parts ((a) Injection pressure, (b) Hold pressure)
图5. 注塑压力和射料速度对ABS塑件表面光泽度的影响((a) 注塑压力,(b) 保压压力)
3.4. 射料速度和保压时间对ABS塑件表面光泽度的影响
将其他工艺参数设定为常用数据后,分析射料速度和保压时间对ABS塑件表面光泽度的影响,如图6所示。由图6可知,射料速度和保压时间的变化对ABS塑胶表面光泽度有一定影响。当射料速度和保压时间加大时,ABS塑件表面光泽度逐渐增大,分别增加了3.2和2.3;当射料速度加大到50%和保压时间加大到3秒以上时,表面光泽度开始趋于稳定。
原因分析:射料速度加大,能够填充更多的原料进入模具型腔,所以表面光泽度会增大;保压时间加大,ABS分子流动更趋于整齐,填充模具型腔表面更密实,所以表面光泽度会增大;但这两个参数会有一定的饱和度,达到后就趋于稳定了,所以光泽度不会继续增加。
 (a) 射料速度
(a) 射料速度 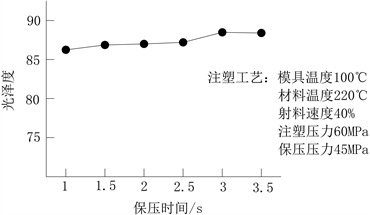 (b) 保压时间
(b) 保压时间
Figure 6. The influence of injection speed and holding time on the surface glossiness of ABS plastic parts ((a) Injection speed, (b) Hold time)
图6. 射料速度和保压时间对ABS塑件表面光泽度的影响((a) 射料速度,(b) 保压时间)
4. 结论
1) 模具温度对ABS塑件表面光泽度的影响最大,当模具温度处于常温时,ABS塑件表面的光泽度为74.4;当模具温度升到100℃时,ABS塑件表面的光泽度达到最大值88.5;当温度升到160℃时,ABS塑件表面的光泽度下降到80.22。
2) 材料温度的变化对ABS塑胶表面的光泽度的影响不大,当材料温度上升到230℃时,ABS塑件表面的光泽度达到最大值88.7;当温度升到250℃,ABS塑件表面的光泽度下降到86.2。
3) 注塑压力、保压压力、射料速度和保压时间对ABS塑件表面的光泽度虽然有一定影响,但会出现较为明显的溢胶现象,该工艺条件下对产品的生产是不利的。