1. 引言
1.1. 背景
GD X6S软盒包装机机组是从意大利GD公司引进的高速卷烟包装设备。机组整条生产线包括GDX6S软盒包装机、C800小盒透明纸包装机、BV条包及条盒透明纸包装机和机组电气控制等部分。
为适应高速设备并达到产品质量检测目标,对高速包装设备上的检测器也提出了新的要求。其中,对小盒拉线缺失和偏移检测要求就比较严格。GD公司对C800小盒透明纸包装机透明纸接头及拉线缺失、偏移分别由检测器ULTRA LRD V2超声传感器和LVDT SOLARTRON AX/0.5/S线性传感器来检测,但是由于某些原因,检测器对有拉线缺陷的烟包剔除情况不是很理想,针对这一情况,经过大量的研究,本文对小盒拉线检测提出了新的方案。
1.2. 业内对小盒拉线检测研究简介
针对小盒拉线的检测,很多学者、专家提出了不同的方法。TA30透射检测法对新型拉线的灵敏度明显不足,甚至无法检测 [1] 。使用激光作为光源的激光传感器容易受到光源和灰尘的影响 [2] 。近期专家提出了独立架构的基于CCD的智能拉线检测系统 [3] ,检测效果比较好且可调空间比较大,但安装调试复杂,使用成本相对较高。
针对GD公司在C800上使用的LVDT SOLARTRON AX/0.5/S线性传感器对小盒拉线检测存在的问题,考虑检测的准确性、实用性以及成本等问题,本项目在尽量不改变设备原有结构的基础上选择使用LRD5100C电容式传感器,设计了对小盒拉线的缺失和偏移的检测方案。
2. GD公司C800小盒拉线检测存在的问题
2.1. GD公司C800小盒拉线检测
两传感器SOLARTRON LVDT定位在C800松卷组件的护罩上,如图1所示。传感器31S365 (A)和31S9120 (B) (当松卷组件被关闭时)压在基准平面上,使得31S365 (A)被透明纸和金拉线感应到,而第二31S9120 (B)只被透明纸(C)感应到。然后,在控制电控柜上,选择功能(A)~(B)时,及可探测到金拉线。
一旦测出缺少金拉线时,将会:设定由监视器参数因无拉线而剔除的工步。在缺金拉线的情况下机器连续转动5转,将会停止机器并发出红色信息缺CH金拉线。
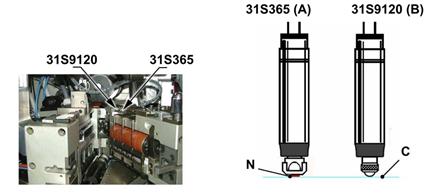
Figure 1. LVDT SOLARTRON AX/0.5/S tear-tape and transparent paper detection
图1. LVDT SOLARTRON AX/0.5/S拉线与透明纸存在检测
2.2. GD公司C800小盒透明纸接头检测
ULTRA LRD V2透明纸接头传感器31S276探测在松卷中透明纸上的接头,如图2所示。测出后,将设定在监视器参数工步:透明纸拼接剔除指定的剔除工步和前一工步。
若系统测出光电管信号在机器至少转动5圈内连续处于逻辑高位,则会停止机器并发出红色信息连续出现透明纸接头次数过多。
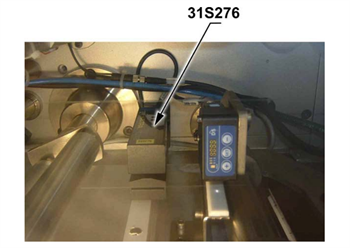
Figure 2. Detection of transparent paper splice using ULTRA LRD V2
图2. ULTRA LRD V2透明纸接头检测
2.3. GD公司C800小盒拉线检测存在的问题分析
LVDT SOLARTRON AX/0.5/S线性传感器是接触式的直线位移传感器,其工作原理可简单理解为铁芯可动变压器。它由一个初级线圈,两个次级线圈,铁芯,线圈骨架,外壳等部件组成。初级线圈、次级线圈分布在线圈骨架上,线圈内部有一个可自由移动的杆状铁芯。当铁芯处于中间位置时,两个次级线圈产生的感应电动势相等,这样输出电压为零;当铁芯在线圈内部移动并偏离中心位置时,两个线圈产生的感应电动势不等,有电压输出,其电压大小取决于位移量的大小。由于这种机械式的接触传感器检测效果跟其安装位置密切相关,且容易产生机械疲劳,另外其感应电压也易受静电和灰尘等影响,因此对小盒拉线的检测不是很理想,会存在漏检错检等情况,影响了产品质量。
3. LRD5100C在C800小盒拉线检测上的方案设计
3.1. 电容式传感器检测原理及其优点
电容式传感器是一种常见的传感器类型,通过测量物体与传感器之间的电容变化来感知和测量物体的性质和状态。当一个物体靠近传感器时,物体会改变传感器的电场分布。这种改变会导致传感器上的电容发生变化。通过测量电容的变化,可以确定物体与传感器之间的距离或其他相关物理量。电容式传感器可适用于透明或者非透明的非金属拉线材料,响应速度快,能够实时感知物体的变化。此外,电容式传感器精度高和使用寿命长。LRD5100C电容式标签传感器具备电容传感器的所有优点。
3.2. LRD5100C电容式标签传感器
由于上述LVDT SOLARTRON AX/0.5/S存在的检测问题,以及LRD5100C电容传感器的优势,本方案中新增LRD5100C传感器作为拉线的补充检测。LION PRECISION LRD5100C拉线传感器是一种电子电容式传感器,用于监测薄膜基材上是否存在拉线。传感器有NPN和PNP两种输出类型,适用于非金属薄膜背衬上的所有类型的拉线材料。
LRD5100C的布线如表1所示。
LRD5100C NPN和PNP输出连接及对应输出波形图如图3所示。
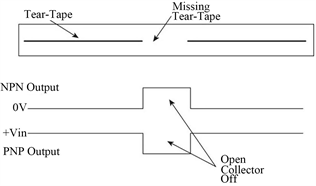
Figure 3. LRD5100C NPN and PNP connections and waveform diagram
图3. LRD5100C NPN和PNP连接及对应波形图
3.3. LRD5100C在C800小盒拉线检测上的安装位置设计

Figure 4. LRD5100C tear-tape detection and ULTRA LRD V2 transparent paper splice detection
图4. LRD5100C拉线检测和ULTRA LRD V2透明纸接头检测
考虑实用性,有效性和操作的可行性,LRD5100C传感器的安装位置及结构如图4所示。为后续操作方便,使得LRD5100C传感器和透明纸接头检测ULTRA LRD V2超声传感器的安装位置处于同一工位,并且两传感器使用同一剔除工位。
3.4. LRD5100C在C800小盒拉线检测上的电气线路设计
对于电气线路及控制程序有两种思路。1) LRD5100C拉线检测独立设置控制回路和主电路,在MICRO II控制系统中添加独立的点,引进输入信号,给出输出信号。2) LRD5100C拉线检测和原ULTRA LRD V2透明纸接头检测主回路串联,合并信号后给入MICRO II控制系统中,作为输入信号,使用ULTRA LRD V2透明纸接头检测的输出点作为他们共同的输出信号。
考虑MICRO II控制系统封闭性,及该设计方案的可行性和实用性,我们选择上述的第2种方法,将两个信号合并为新的输入信号,其电路图如图5所示。

Figure 5. The design of LRD5100C tear-tape detection and ULTRA LRD V2 transparent paper splice detection
图5. LRD5100C拉线检测和ULTRA LRD V2透明纸接头检测电气线路设计
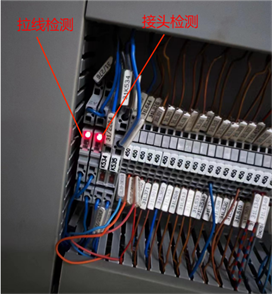
Figure 6. The connection of LRD5100C tear-tape detection and ULTRA LRD V2 transparent paper splice detection
图6. LRD5100C拉线检测和ULTRA LRD V2透明纸接头检测电气线路连接
如图5所示,主回路中KM1继电器和KM2继电器均设置成常闭,LRD5100C拉线检测和ULTRA LRD V2透明纸接头检测均是NPN连接。当没有接头通过且拉线正常时,两个检测器均输出低电平,控制回路KM1和KM2线圈断开,主回路接通,C800正常运行。当有接头通过时,ULTRA LRD V2透明纸接头检测输出高电平,控制回路KM1线圈吸合使得主回路中常闭触点KM1断开,主回路处于断开状态,给出剔除信号,并剔除不合格烟包。当拉线不存在时,LRD5100C拉线检测输出高电平,控制回路KM2线圈吸合使得主回路中常闭触点KM2断开,主回路处于断开状态,给出剔除信号,并剔除不合格烟包。当有接头通过且拉线不存在时,两个检测器均输出高电平,控制回路KM1和KM2线圈均吸合使得主回路中常闭触点KM1和KM2都断开,主回路处于断开状态,给出剔除信号,并剔除不合格烟包。其实物连接如图6所示。
4. 调试与结果分析
通过以下方法设置LRD5100C检测器:
1) 逆时针旋转四圈,然后顺时针旋转两圈,使GAIN控件居中。
2) 将带有拉线的透明纸放置在传感器的间隙中,并将拉线摆放在“STRIP”标记上,调整ZERO控件,直到ZERO灯亮起。
3) 取下一段拉线。
4) 将“拉线缺失”和“拉线存在”部分在传感器下方来回传递。如果EDGE指示灯在拉线缺失和存在拉线之间的过渡处闪烁,则设置完成。
5) 如果EDGE灯在过渡时不闪烁,则顺时针转动GAIN控件直至闪烁。
6) 顺时针再转动GAIN控件1/2圈。
通过以上方法完成初始调试后,正常情况下可不再作另外调试。相较于LVDT SOLARTRON AX/0.5/S线性传感器,LRD5100C电容传感器的影响因素较少,降低了日常维护保养工作。
当LRD5100C拉线检测和ULTRA LRD V2透明纸接头检测信号合并作为MICRO II控制系统的输入信号,系统测出剔除信号将设定在监视器参数工步:透明纸拼接剔除指定的剔除工步和前一工步。
若系统测出光电管信号在机器至少转动5圈内连续处于逻辑高位,则会停止机器并发出红色信息连续出现透明纸接头次数过多。
按照上述方法安装调试检测器,在正常生产过程中,当透明纸接头通过时,机器剔除了带接头的不合格烟包,并给出了剔除信息。当拉线不存在时,机器也给出了剔除信号,并作出了剔除动作,其结果如图7所示。因为是跟透明纸接头合并信号,并且跟透明纸接头检测共用输出信号、提示信息和剔除工位,所以当拉线不存在时仍然显示为透明纸接头探测信息。

Figure 7. The rejection effect of LRD5100C tear-tape detection
图7. LRD5100C拉线检测剔除效果
通过人为给定缺拉线和拉线偏移等情况,不合格烟包的剔除率达到了100%。同时,检测器在安装以后,完全不影响正常生产。经过多次测试,并结合实际生产境况,该方案操作可行,且效果很好。
5. 总结
上述方案传感器安装容易,调试工作简便,维护成本低,而且响应速度快,检测器的影响因素少,环境适应能力强,检测结果精度高。经过一段时间的生产实践,减少了拉线缺失和偏移存在的错检、漏检等情况,增加了检测器在有灰尘、静电等环境下的适应性,改善了对检测器机械安装位置严格要求,降低了操作工的操作难度,提高了产品质量。