1. 引言
卷接机组的任务是将合格烟丝、卷烟纸、水松纸、滤嘴棒等原辅料包裹后形成符合工艺要求的滤嘴卷烟。水松纸通过胶水与双倍长度滤嘴段、两支单倍长度的烟支进行粘贴,并在搓接鼓轮(或水松纸切纸鼓轮)、搓板的共同作用下将双倍长度滤嘴段、两支单倍长度的烟支包裹形成双倍长度的滤嘴烟支,在此过程中胶水吸附于水松纸上的好坏将直接影响烟支的成形。
目前,卷接机组主要采用涂抹和压力喷涂两种方式对水松纸进行上胶。即一种是通过上胶辊将胶水涂抹在运行中水松纸上,另外一种是对胶水施加特定的压力,使胶水通过阀门直接喷涂在运行中的水松纸上。两种方式中采用上胶辊将胶水涂抹水松纸上的方式较为普遍,如进口卷接设备PASSIM系列、GD121系列、PROTOS系列中除PROTOS-M5卷接机组外都采用涂抹的方式,国产卷接设备都采用涂抹方式,因此,对该方式进行分析具有广泛的应用意义。
2. 上胶系统的工作原理
水松纸上胶系统由胶桶、供胶泵和上胶辊、控胶辊等组成,其主要作用是将胶水均匀地涂抹在水松纸上。供胶泵的作用是将胶水从胶水桶经胶管送到胶水缸中,控胶辊的作用是通过表面上的凹槽将胶水缸中胶水涂在上胶辊的外圆上,再由上胶辊涂抹在水松纸上。根据需要控胶辊表面可以设计成不同的胶位形状,以达到在水松纸表面印上相应胶位的目的 [1] 。按照上胶辊表面与水松纸相对线速度的不同,分为同步上胶和异步上胶。即两者线速度相同时为同步上胶,两者线速度不相同时为异步上胶。
由主传动驱动的上胶系统的胶辊传动原理,机器停止时,胶辊驱动电机1慢速转动,经过齿轮传动带动上胶辊6及控胶辊7慢速转动,保证胶水在停机时不结块;机器开动后,主传动带动离合齿轮4高速运转,由于超越离合器的作用,离合齿轮4带动花键套3高速运转,花键套带动花键轴高速运转,由于胶辊驱动电机传动的一个齿轮上安装的是单向轴承,因而花键轴的高速运转并不影响胶辊驱动电机的慢速转动,花键轴的高速运转带动了上胶辊的高速转动,同时,上胶辊的齿轮5带动控胶辊齿轮,从而带动控胶辊高速转动。
由独立伺服电机驱动的上胶系统,上胶辊直接由伺服电机按照设定的程序和机器瞬时运行速度驱动,控胶辊由上胶辊轴通过一对传动齿轮驱动。
上胶辊的转速由主传动(或伺服电机转速)确定,其表面线速度由上胶辊直径大小确定。控胶辊的线速度则由传动齿轮、控胶辊直径确定,按照设计要求控胶辊与上胶辊之间为纯滚动,即上胶辊与控胶辊线速度相等,使得水松纸在涂胶过程中,控胶辊上的胶位将以(胶位宽度):(水松纸片宽度)的方式涂抹在水松纸上 [2] 。由于由主传动驱动的上胶系统应用较为广泛,以下分析主要以该方式为例进行。
3. 异步上胶的广泛性分析
为保证水松纸上胶的可靠性、稳定性,目前,极大多数卷接机组出厂时根据烟厂的需要主要以同步上胶的方式配置。
由式(1)可知,上胶辊转动3转,水松纸供纸辊转动4转,控胶辊转动Z2/Z1转,即上胶辊与供纸辊、上胶辊与控胶辊之间传动比恒定。水松纸采用采用同步上胶时Z1/Z2 = 4:5,即控胶辊与供纸辊之间的传动比i = 3:5。若供纸辊转动一周所输送的水松纸片数与控胶辊转动一周所供给的胶位数的比值等于该传动比,则设备无论采用同步上胶或异步上胶都可以将控胶辊上的胶位涂抹在水松纸上,而不会发生胶位偏移等形象而导致烟支出现搓接质量缺陷 [3] 。
根据设计,供纸辊转动一周供给6片水松纸片。由此可知,上胶辊转动一周供给8个胶位,控胶辊转动一周的胶位数为Z2/Z1 × 8 = 10。此时,机组若是同步上胶,控胶辊上的胶位宽度将以1:1的方式涂抹在水松纸上;机组若是异步上胶,水松纸与上胶辊之间将产生相对运动,控胶辊上的胶位宽度将以变宽或变窄的方式涂抹在水松纸上。
虽然在设备的初始引入阶段,烟机公司都按照同步上胶的方式进行配置。但在设备实际使用过程中,各烟厂会根据需要对烟支规格或水松纸片宽度的进行变更,主要有以下两种方式:
1) 烟支直径规格变更。如:当机组由生产7.8 mm直径的烟支变更为生产7.7 mm直径的烟支(水松纸片宽度由27 mm变更为26.5 mm)。若此时设备仍采用同步上胶,须将控胶辊直径由86 mm (圆周为27 × 10)变更为84.35 mm (圆周为26.5 × 10),上胶辊直径由68.76 mm (圆周为27 × 8)变更为67.48 mm (圆周为26.5 × 8),同时必须对控胶辊、上胶辊之间的传动齿轮(中心距发生变化)进行设计和更换。
2) 水松纸宽度变更。根据需要须水松纸将宽度由27 mm变宽或变窄(改变供纸辊直径),若采用同步上胶,也需要对控胶辊、上胶辊、传动齿轮进行设计与更换。
考虑到成本等因素,此时,极大多数烟厂都采用异步上胶的方式对以上两种情况进行方便、快捷的给与解决,即在不改变控胶辊、上胶辊直径和传动齿轮的情况下,根据需要更换合适的供纸辊即可,从而导致异步上胶的方式在卷接机组的水松纸上胶系统中普遍存在,得到广泛应用。
4. 水松纸片与胶水受力分析
采用胶辊涂抹上胶的卷接机组,水松纸运行路线大致如图2所示,上胶辊逆时针转动将吸附在其表面的胶水涂抹在运动方向一致的水松纸上,使水松纸上形成固定的胶水图案(涂胶窗口或预留干燥线的全胶图案)。
4.1. 水松纸受力分析
由于水松纸上胶是在高速运动过程中进行,以生产速度7000支/分钟,水松纸片宽度27 mm为例,此时水松纸运行速度达1575 mm/s,为有效分析水松纸上胶的情况,将水松纸、胶水剥离开并分析其受力情况,如图1、图2所示。
Figure 1. Schematic diagram of tipping paper operation
图1. 水松纸运行示意图
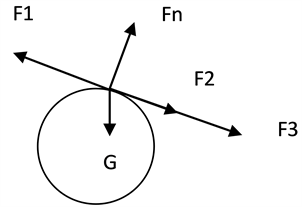
Figure 2. Force diagram of tipping paper
图2. 水松纸受力示意图
如图1、图2所示,运行中水松纸受到5个力的作用,分别是:
F1——水松纸切纸鼓轮吸风对水松纸产生的拉力;
F2——水松纸各过轮、导块对水松纸的摩擦力以及供纸辊与切纸鼓轮速度差造成对水松纸的拉力;
Fn——上胶辊对水松纸的支撑力;
G——水松纸的重力;
F3——上胶辊对水松纸牵引力。
水松纸受到的5个力中,重力G、上胶辊对水松纸的支撑力Fn基本恒定,并且在Fn方向上保持平衡。F1的大小取决于水松纸切纸鼓轮的吸风与转速,F2的大小取决于导块表面光洁度、各过轮的转动和供纸辊的转速。由于切纸鼓轮、供纸辊的转速由机器生产速度决定,并且切纸鼓轮表面线速度大于供纸辊表面线速度,因此,F1 > F2,其差值使得水松纸在从供纸辊到切纸鼓轮的传送过程中保持一定张力,目的是有利于水松纸的传送、上胶、切割。F3的大小取决于上胶辊与水松纸之间是否有相对运动,若水松纸采用同步上胶方式,此时,水松纸运行速度等于上胶辊表面线速度,则F3 = 0;若水松纸采用异步上胶,水松纸与上胶辊表面之间有相对运动,F3 ≠ 0,其方向、大小取决于上胶辊与水松纸相对运动速度的大小。
1) 若V上胶辊 > V水松纸,F3的方向与水松纸运动方向一致,其大小与两者之间相对运动速度成正比,F3使水松纸所受张力增加,对水松纸起到加速作用,易使水松纸平整的铺在上胶辊表面上。
2) 若V上胶辊 < V水松纸,F3的方向与水松纸运动方向相反,其大小与两者之间相对运动速度成正比,F3使水松纸张力变小,对水松纸的运行起到阻滞作用,使水松纸不易将上胶辊表面的胶水涂抹走。
根据对水松纸的受力分析可知,若水松纸采用同步上胶,其上胶质量的好坏主要取决于切纸鼓轮吸风的大小及水松纸各过轮的转动质量;若水松纸采用异步上胶,除切纸鼓轮吸风的大小及水松纸各过轮的转动质量对其上胶质量有影响外,上胶辊与水松纸之间相对运动也对上胶质量具有影响。
4.2. 胶水受力分析
如图3所示,上胶辊上的胶水主要受到3个力的作用,分别是:
F——胶水的离心力;
G——胶水的重力;
F’3——上胶辊对水松纸牵引力的反作用力。
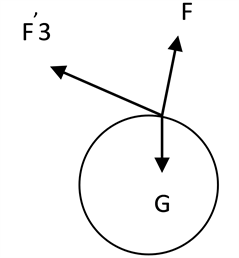
Figure 3. Schematic diagram of glue stress
图3. 胶水受力示意图
胶水受到的3个力中,胶水所受重力G的方向和大小保持不变;胶水所受到的离心力F与上胶辊转速成正比,其方向背离上胶辊有使胶水离开上胶辊的趋势;F’3与F3是一对作用力与反作用力,同样,其大小取决于上胶辊与水松纸之间是否有相对运动,若水松纸采用同步上胶方式,此时,水松纸运行速度等于上胶辊表面线速度,则F’3 = 0;若水松纸采用异步上胶,水松纸与上胶辊表面之间有相对运动,F’3 ≠ 0,其方向、大小取决于上胶辊与水松纸相对运动速度的大小。
胶水所受到的三个力中,重力不变并且较小可忽略,而F与F’3在水松纸上胶过程中受到水松纸与上胶辊相对运动的作用,两个力所形成的合力的大小与方向对胶水涂抹在水松纸上质量具有较大的影响,分析如下:
1) 若V上胶辊 = V水松纸,F’3 = 0、F ≠ 0,其形成的合力F合大小等于F,方向垂直指向水松纸,胶水有离开上胶辊涂抹在水松纸上的趋势,也具有汇集在水松纸上的趋势。
2) 若V上胶辊 > V水松纸,F’3 ≠ 0、F ≠ 0,F’3的方向与水松纸运动方向相反,其与F形成的合力F合大小大于F,方向指向水松纸,并且与水松纸运动方向相反,胶水具有离开上胶辊涂抹在水松纸上的趋势,也具有汇集在水松纸上的趋势,如图4所示。
3) 若V上胶辊 < V水松纸,F’3 ≠ 0、F ≠ 0,F’3的方向与水松纸运动方向相同,其与F形成的合力F合大小大于F,方向指向水松纸,并且与水松纸运动方向相同,胶水具有离开上胶辊涂抹在水松纸上的趋势,但也有发散的趋势,如图5所示。
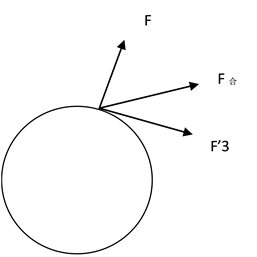
Figure 4. Glue force analysis when V roller > V hydropine paper
图4. V上胶辊 > V水松纸时胶水受力分析
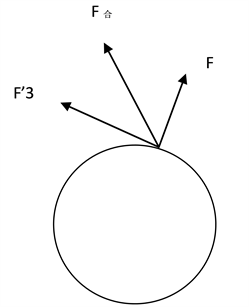
Figure 5. Glue stress analysis when V roller < V hydropine paper
图5. V上胶辊 < V水松纸时胶水受力分析
5. 异步上胶实际应用分析
根据对水松纸片与上胶辊胶水的受力分析可知,同步上胶方式,胶水可较为容易涂抹在水松纸上,但水松纸张力易受到切纸鼓轮吸风、水松纸过轮等影响发生变动。异步上胶方式中,由于受到水松纸与上胶辊相对运动的影响,采用V上胶辊 > V水松纸方式,上胶辊对水松纸运行具有一定的加速、平整作用,同时,胶水所受到的外力方向逆向指向水松纸,都有利于胶水涂抹在水松纸上;而采用V上胶辊 < V水松纸方式,上胶辊对水松纸运具有一定的阻碍作用,同时,胶水所受到的外力方向同向指向水松纸,都不利于胶水涂抹在水松纸上,即 V上胶辊 > V水松纸要优于V上胶辊 < V水松纸。
玉溪卷烟厂自2012年12月开始,先后引进常德烟机公司生产的ZJ112高速国产卷接机组5台套,其生产能力达到10,000支/分钟,代表了我国国产卷接设备的最高水平。该设备水松纸上胶方式设计为同步上胶,设备配置为:Z1 = 32、Z2 = 40,控胶辊直径为82.76 mm、圆周为26 × 10,上胶辊直径为66.21 mm、圆周为26 × 8(控胶辊、上胶辊圆周只能为整数的水松纸片宽度),但玉溪卷烟厂所有牌号的水松纸宽度为26.5 mm (预打孔水松纸)。由此可计算出当机组运行速度为10,000支/分钟时,V水松纸 = 2208.33 mm/s、V上胶辊 = 2166.67 mm/s,则V上胶辊 < V水松纸,即5台ZJ112卷接机组理论上为同步上胶实际上为异步上胶 [4] [5] 。理论上该异步上胶方式可以在实际中应用,但是,在5组设备的使用过程中,频繁出现水松纸皱纹、漏气、翘边等质量缺陷,经过观察和分析该三类质量缺陷是由于切纸鼓轮、搓接鼓轮、搓板被污染造成,只需对切纸鼓轮、搓接鼓轮、搓板进行仔细清洁后,所产生的质量缺陷就可以得到有效排除,但是切纸鼓轮、搓接鼓轮、搓板受污染的概率较高,其清洁频率须达2次/小时以上,其严重制约了设备的有效运行。
根据前面对水松纸片与胶水的受力分析可知,若V上胶辊 < V水松纸,水松纸与上胶辊表面之间具有相对运动,水松纸受到上胶辊的牵引力F3作用,其方向与水松纸运动方向相反,对水松纸的运行起到阻滞作用;胶水受到水松纸的F’3 (与F3为作用力与反作用力)作用,并与离心力F形成的合力F合,其方向与水松纸运动方向相同,使胶水具有离开上胶辊涂抹在水松纸上的趋势,但也有发散的趋势。由此大胆推论出,设备不经意采用V上胶辊 < V水松纸异步上胶方式导致了水松纸在上胶过程中不能平整的铺在上胶辊表面,以及胶水不能较好的涂抹在水松纸上,进而造成切纸鼓轮、搓接鼓轮、搓板等部件易受污染。
根据前面理论分析可知异步上胶方式中V上胶辊 > V水松纸优于V上胶辊 < V水松纸,在不能采用同步上胶(同步传动齿轮只能为整数,没有26.5 mm规格)的情况下,为解决设备存在的问题,将26 mm规格的控胶辊与上胶辊组合改进为27 mm规格,即可实现V上胶辊 > V水松纸。具体为,将控胶辊直径更改为86.0 mm、圆周为27 × 10,上胶辊直径更改为68.76 mm、圆周为27 × 8,Z1 = 28、Z2 = 35、Z1/Z2 = 4:5,由此可计算出当设备速度为10,000支/分钟时,V水松纸 = 2208.33 mm/s、V上胶辊 = 2250 mm/s,即使得V上胶辊 > V水松纸。设备改造完成后,切纸鼓轮、搓接鼓轮、搓板清洁频率降低到(1次)/(3小时)以下,烟支出现水松纸皱纹、漏气、翘边等质量缺陷的概率得到降低,同时,大幅提高了设备运行效率。
6. 结论
水松纸上胶质量的好坏直接影响到后续的烟支接装质量,为提高水松纸上胶效果,可沿水松纸运动方向上额外作用一个力使其平整,同时,也使上胶辊对水松纸具有一个涂抹的相对动作,即上胶系统采用异步上胶方式,并且使V上胶辊 > V水松纸。特别是高速、超高速卷接设备的上胶系统,由于设备运行速度较高,对水松纸上胶过程要求较高,既要完成上胶,又要使水松纸平整。如,玉溪卷烟厂在用的PROTOS2-2卷接机组,控胶辊与上胶辊直径比为1:1.019,控胶辊直径范围为103.15 mm~102.2 mm,上胶辊直径范围为105.15 mm~104.0 mm,胶位数为12个,其设计为27 mm水松纸宽的同步上胶。根据该理论要求,上胶辊的直径在104 mm时应该可以满足使用要求,但设备实际运行过程中,上胶辊直径低于104.2 mm后,容易出现水松纸皱纹、漏气、翘边等质量缺陷,导致设备只能以低于12,000支/分钟的速度运行,当使用105.15 mm的上胶辊后,所有的质量问题得以消除,设备可以稳定运行至16,000支/分钟。
同步上胶与异步上胶为卷接机组中所使用的水松纸胶水涂抹方式,设备在初始设计和出厂时,基本设置为同步上胶,但在实际的使用过程中,由于多种因素的作用,导致异步上胶得到广泛的使用,其不仅在由主传动驱动的上胶系统如ZJ112、ZJ17、ZJ19等国产卷接机组和国外PASSIM系列、GD系列、PROTOS系列卷接机组中使用,也在由独立伺服电机驱动的上胶系统如PROTOS2-2卷接机组中使用。
玉溪卷烟厂ZJ112卷接设备、PROTOS2-2卷接设备两种机型上所出现的水松纸皱纹、翘边、漏气等质量缺陷故障的处理方法和措施,验证了异步上胶方式中,V上胶辊 > V水松纸优于V上胶辊 < V水松纸的理论结论,并且,可以推定出在高速、超高速卷接设备采用V上胶辊 > V水松纸的异步上胶方式也要优于同步上胶。