摘要: 随着卷烟市场的个性化需求的增长,异型规格卷烟产品的需求逐渐增加。国内对卷烟异型包装设备的研究也逐渐深入。在卷烟异型包装设备的设计过程中,对卷烟内包拾取传递的设计必不可少。现有技术对于内包的传递主要采用多工位递进,在完成内包折叠的同时实现其传递,这种方式效率高但大多只能适应于指定规格的卷烟内包,当生产的卷烟产品需要做多规格转换时,则难以满足要求。本文通过模块化设计,引入柔性推送机构和内包模盒的设计,提供了一种异型多规格卷烟内包拾取传递装置,能够兼容多种规格卷烟内包的拾取传递工艺,满足不同规格内包生产快速切换的要求。
Abstract:
With the growth of personalized demand in the cigarette market, the demand for special-shaped cigarette products has gradually increased. Domestic research on cigarette special-shaped pack-aging equipment is also gradually deepening. In the design process of cigarette special-shaped packaging equipment, it is necessary to design the pick-up and delivery of cigarette inner package. The existing technology mainly adopts multi-station progressive transmission of the inner package, and realizes its transmission while completing the inner package folding. This method is highly efficient, but most of it can only be adapted to the specified specifications of the cigarette inner package. When the cigarette products produced need to do multi-specification conversion, it is difficult to meet the requirements. In this paper, by introducing the design of flexible push mechanism and inner mold box, a special shape multi-specification pick-up and transfer device for cigarette inner package is provided, which can be compatible with the pick-up and transfer process of various specifications of cigarette inner package and meet the requirements of quick switching in different specifications of inner package production.
1. 引言
目前传统的卷烟产品的单规格大批量生产采用标准的生产设备进行生产,对于尺寸规格、排列方式和包装方式非常规的卷烟产品,比如:① 烟支长度不是84 mm的,如45 mm、88 mm、100 mm等;② 每小包卷烟为20支以外的,或者非7-6-7三层排列;③ 一个小包内含有多个内包,常见为双内包;④ 外包装为塑料盒、木盒或铁盒等 [1] [2] 。这些卷烟产品不能通过标准卷烟生产设备进行生产。然而随着卷烟市场的个性化需求的增长,异型规格卷烟产品的需求逐渐增加。国内对卷烟异型包装设备的研究也逐渐深入,在卷烟异型包装设备的设计过程中,对卷烟内包拾取传递的设计必不可少。兼容不同尺寸规格、排列方式和包装方式非常规的卷烟产品卷烟内包拾取传递机构的实际十分必要。
2. 异型多规格卷烟内包拾取传递装置设计

Figure 1. Schematic diagram of pick-up and transfer device in the inner packet of special-shaped multi-specification cigarettes
图1. 异型多规格卷烟内包拾取传递装置示意图
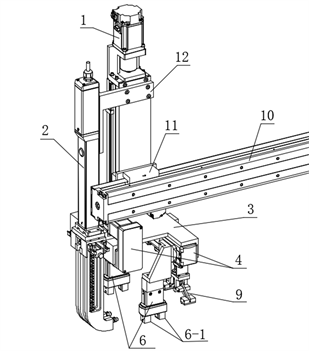
Figure 2. Rear view of the pickup and transfer device for the inner packet of special-shaped multi-specification cigarettes
图2. 异型多规格卷烟内包拾取传递装置后视图
为了克服目前存在的问题,本发明提供了一种异型多规格卷烟内包拾取传递装置,能够兼容多种规格卷烟内包的拾取传递工艺,满足不同规格内包生产快速切换的要求。为实现上述目的,通过如下技术方案实现的:如图1、图2所示,异型多规格卷烟内包拾取传递装置包括提升电缸1、内包推送机构2、Z字形连接板3、并包电缸4、内包抓取气缸安装架5、内包抓取气缸6、内框纸两翼折叠机械手9、纵向输送电缸10、连接块11、连接板12,纵向输送电缸10的缸体作为基础件保持静止,提升电缸1通过连接块11与纵向输送电缸10的滑块连接,Z字形连接板3固定安装在提升电缸1的缸体底部,内包推送机构2的上部通过连接板12固定在提升电缸1的背板上 [3] [4] ,Z字形连接板3的底部安装有两个并列且方向相反的并包电缸4,两个并包电缸4的滑块上分别通过内包抓取气缸安装架5安装有一个内包抓取气缸6,两个内包抓取气缸6平行,内框纸两翼折叠机械手9安装在Z字形连接板3的前侧壁上。
如图3所示,所述的内包推送机构2包括内包推送电缸2-1、过渡连接板2-2、支撑板2-3、滚动导轨2-4、滚动导轨滑块2-5、护罩2-8、双向丝杆机构2-9、单向链条2-10,所述的内包推送电缸2-1的缸体通过连接板12与提升电缸1的背板连接,过渡连接板2-2通过法兰盘安装在内包推送电缸2-1的缸体底部,支撑板2-3有两块,支撑板2-3呈倒U形,两块支撑板2-3分别通过其横板固定在过渡连接板2-2的底面上,两块支撑板2-3的竖板上分别安装有一根滚动导轨2-4,每根滚动导轨2-4上安装有两个滚动导轨滑块2-5,两根滚动导轨2-4上相互平行的一对滚动导轨滑块2-5上分别安装有一个护罩2-8,护罩2-8的顶部开设有两孔,两孔中安装有用于将其固定在相应的支撑板2-3上的紧定螺钉2-15,两个护罩2-8内分别安装有一根单向链条2-10,内包推送电缸2-1的推杆下端穿过过渡连接板2-2后与双向丝杆机构2-9连接,两根单向链条2-10的上端固定在双向丝杆机构2-9上,两根单向链条2-10的下端穿出护罩2-8。所述的双向丝杆机构2-9包括双腰槽支架2-6、双向丝杆2-7、滑块型螺母2-11,所述的双腰槽支架2-6上开有两个T形腰子孔2-6-1,两T形腰子孔2-6-1分别由两级腰子孔组成,两个T形腰子孔2-6-1内分别设置有一个滑块型螺母2-11,双向丝杆2-7的一端设置有轴肩,双向丝杆2-7穿过双腰槽支架2-6后,一端通过轴肩实现轴向定位,另一端通过其上的卡槽配合卡簧2-13与端头的锁紧螺母2-14轴向定位,双向丝杆2-7上设置有两段异向螺纹,两段异向螺纹上分别安装有一个滑块型螺母2-11,推送电缸2-1的推杆下端穿过过渡连接板2-2后与双向丝杆2-7的中部连接,两个滑块型螺母2-11分别位于推送电缸2-1的推杆两侧,推送电缸2-1的推杆上设置有用于将其固定在双腰槽支架2-6上的紧固螺母2-12,两个滑块型螺母2-11分别与两根单向链条2-10连接。T形腰子孔2-6-1为滑块型螺母2-11的滑道,在需要推送卷烟内包8时,根据卷烟内包8的规格,通过转动双向丝杆2-7,可带动安装在其两段异向螺纹上的两个滑块型螺母2-11向相反方向运动,调整两个滑块型螺母2-11之间的距离,从而实现对两根单向链条2-10之间的距离进行调整,距离调整之后,再通过拧紧双向丝杆2-7端头的锁紧螺母2-14,锁定两根两根单向链条2-10调整好的状态。然后启动推送电缸2-1,推送电缸2-1的推杆向下伸出将双向丝杆机构2-9向下推动,此时,单向链条2-10的下端从护罩2-8内伸出,顶在卷烟内包8上,推送电缸2-1的推杆继续伸出将单向链条2-10从护罩2-8内推出,从而实现卷烟内包8的推送。故而,本发明通过双向丝杆机构2-9实现两根单向链条2-10之间间距的调整,满足不同规格卷烟内包的要求,实现了不同规格的卷烟内包2-8的推送。护罩2-8包括单向链条左护板2-8-1、单向链条右护板2-8-2,单向链条左护板2-8-1的上端安在两根滚动导轨2-4相对位置上的一对滚动导轨滑块2-5上,单向链条左护板2-8-1、单向链条右护板2-8-2的侧壁上分别开设有相对应的销孔,单向链条左护板2-8-1与单向链条右护板2-8-2通过销与销孔的过盈配合实现连接。由于单向链条2-10是安装在由单向链条左护板2-8-1与单向链条右护板2-8-2围成的空间内,确保单向链条2-10只能沿其长度方向运动,实现卷烟内包8的精准推送。
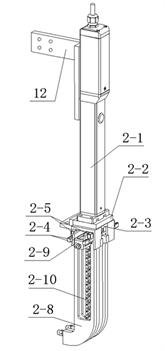
Figure 3. Structure diagram of cigarette pack pushing device
图3. 烟包推送装置结构示意图
如图4所示,单向链条2-10包括第一链节2-10-1、中间链节2-10-2和执行推块2-10-3,第一链节2-10-1的上端与滑块型螺母2-11通过销连接,下端与中间链节2-10-2的上端连接,中间链节2-10-2的下端与执行推块2-10-3通过销过盈配合。第一链节2-10-1与执行推块2-10-3之间通过多个中间链节2-10-2连接形成链条结构,中间链节2-10-2由链节支架、与销轴I连接的滚轮、与上一中间链节的链节支架2-10-2-1连接的销轴II组成,链节支架上安装销轴II的销孔后侧及底部设有板,用以实现链条结构的单向弯曲,而滚轮则用以引导整个单向链条2-10的单向运动。所述的执行推块2-10-3由与中间链节2-10-2下端连接的叉子连接结构和能与内包模盒7内部的滑块吸附为一体的带永磁铁的圆柱形结构组成 [5] [6] 。通过设置带永磁铁的圆柱形结构,能够保证在进行卷烟内包8的推送时与内包模盒7内部的滑块吸附为一体,实现两者一体运动。

Figure 4. Schematic diagram of single chain structure
图4. 单项链条结构示意图
如图5所示,所述的内框纸两翼折叠机械手9包括L形安装支架9-1、几字形过渡安装支架9-2、π字形安装支架9-3、短行程气缸9-4、气缸连接法兰盘9-5、直线轴承9-6、推拉杆9-7、双耳连接块9-8、弓形连接杆9-9、长连接杆9-10、短连接杆9-11、折叠块连接板9-12、折叠块9-13,所述的L形安装支架9-1的长安装面安装在Z字形连接板3的前侧壁上,其短安装面底部安装有几字形过渡安装支架9-2,几字形过渡安装支架9-2的底部安装有π字形安装支架9-3,π字形安装支架9-3的两侧板上均开设有一个通槽,短行程气缸9-4安装在几字形过渡安装支架9-2的顶部底面上,短行程气缸9-4的活塞杆与气缸连接法兰盘9-5通过螺钉连接,气缸连接法兰盘9-5与推拉杆9-7上端的法兰盘连接,推拉杆9-7穿过π字形安装支架9-3,且通过直线轴承9-6与π字形安装支架9-3连接,推拉杆9-7的下端与双耳连接块9-8连接,双耳连接块9-8的两侧耳板上分别铰接有一个弓形连接杆9-9,两个弓形连接杆9-9的端部分别位于π字形安装支架9-3两侧板上的通槽内,且与长连杆9-10的上端连接,长连杆9-10的下端与折叠块连接板9-12通过销轴连接,长连杆9-10上还开有一孔,该孔与π字形安装支架9-3通过销连接,两根长连杆9-10的内侧分别设有一根短连接杆9-11,短连接杆9-11的两端分别与折叠块连接板9-12及π字形安装支架9-3销轴连接,折叠块连接板9-12的底部设置有折叠块9-13。内框纸两翼折叠机械手9的短行程气缸9-4动作,其活塞杆带动推拉杆9-7向上移动,进而带动折叠块9-13底部的折叠爪9-15对内框纸的两翼进行折叠。在需要折叠卷烟内包8的内框纸时,通过短行程气缸9-4的活塞杆推动推拉杆9-7向下运动,两个弓形连接杆9-9向内收拢,从而带动两根长连接杆9-10及两根短连接杆9-11收拢,此时与两根长连接杆9-10及两根短连接杆9-11端部的两个折叠块连接板9-12也在合拢,在合拢过程中,两个折叠块连接板9-12底部的折叠块9-13将卷烟内包8的内框纸的两翼进行折叠。

Figure 5. Structure diagram of folding mechanism in inner frame
图5. 内框折叠机构结构示意图
3. 实施效果
通过异型多规格卷烟内包拾取传递装置的设计,以及零件的加工、组装、调试,实现了横向直线模组和竖直方向直线模组的组装以及柔性推送组件的拼接和内框折叠连杆机构的组装,实现了对不同尺寸规格、烟支排列方式的内包卷烟产品的传递,满足了譬如① 烟支长度不是84 mm的,如45 mm、88 mm、100 mm等;② 每小包卷烟为20支以外的,或者非7-6-7三层排列;③ 一个小包内含有多个内包,常见为双内包;④ 外包装为塑料盒、木盒或铁盒等卷烟产品的生产。
4. 研究结论
异型多规格卷烟内包拾取传递装置的设计通过对内包推送机构的设计将竖直方向的运动转换为水平方向的运动,节约了占地空间。并且内包推送机构的两条单向链条间的间距可调,实现了其对不同规格的内包的推送。通过内框纸两翼折叠机械手的设计实现了对内框纸两翼的折叠,并通过在折叠块上加工T型腰子槽,实现对其位置的调节,进而实现对不同规格内包所对应的内框纸两翼进行折叠。同时,本装置还具有运动控制精度高、运行稳定、兼容性好、转换规格快速、易于维护等优点,在卷烟卷包加工领域具有较大的推广应用价值。