摘要: 随着卷烟市场的个性化需求的增长,异型包装的卷烟产品的销量逐渐增加。异型包装卷烟规格包括烟支直径、长度与单包烟支数量与排列方式的不同。烟支直径分类:粗支Φ > 7.8 mm、中支Φ 6~7.3 mm、细支Φ 5.4~6 mm、超细支Φ < 5.4 mm,烟支长度分类:超长支、长支、正常长度、中支、短支,长度在45~120 mm范围内,单盒烟支数量:5、10、16、20支等。不同的烟支直径、长度与单包烟支数量与排列方式就导致其小盒包装的商标尺寸规格不同,在卷烟异型包装生产设备的设计开发中,商标的拾取、输送装置的设计必不可少,而且商标的拾取、输送装置需要能满足不同尺寸规格商标快速切换的要求。目前传统的卷烟生产设备,各个机构与传动链固定,要实现商标尺寸规格的转换,需要对设备商标拾取、输送部分整个模块及相关传动链进行改动,费用高、操作繁琐,不能满足不同规格商标之间快速切换的要求。同时,商标的喷胶、压钢印分别独立完成,其传输过程中需要投入大量的人力搬运,从而导致生产加工效率低,人力成本高。本文针对上述问题,提供一种能够简单、便捷的异型多规格卷烟产品的商标拾取、输送、喷胶、压钢印于一体的装置。
Abstract:
With the growth of personalized demand in the cigarette market, the sales of special-shaped packaging cigarette products have gradually increased. The specifications of shaped packaging cigarettes include the diameter and length of cigarettes and the number and arrangement of ciga-rettes in a single pack. Cigarette diameter classification: Thick branch Φ > 7.8 mm, medium branch Φ 6~7.3 mm, fine branch Φ 5.4~6 mm, ultra-fine branch Φ < 5.4 mm, cigarette length classification: Super long branch, long branch, normal length, medium branch, short branch, length in the range of 45~120 mm, the number of single box of cigarettes: 5, 10, 16, 20, etc. Different cigarette diameters, lengths, and the number and arrangement of single packs of cigarettes lead to different trademark size specifications of small box packaging. In the design and development of cigarette shaped packaging production equipment, the design of trademark picking and conveying device is essential, and the trademark picking and conveying device needs to meet the requirements of rapid switching of different size specifications of trademarks. At present, the traditional cigarette production equipment, each mechanism and the transmission chain are fixed, in order to achieve the conversion of trademark size specifications, it is necessary to change the whole module of the equipment trademark picking and conveying part and the related transmission chain, which is high cost and cumbersome operation, and can not meet the requirements of rapid switching between different specifications of trademarks. At the same time, the spray and stamping of trademarks are completed independently, and a lot of manpower is needed to handle them in the transmission process, resulting in low production and processing efficiency and high labor costs. Aiming at the above problems, this paper provides a simple and convenient device that can pick up, transport, spray glue and press steel marks of different shaped and multi-specification cigarette products.
1. 引言
随着卷烟市场的个性化需求的增长,异型包装的卷烟产品的销量逐渐增加。异型包装卷烟规格包括烟支直径、长度与单包烟支数量与排列方式的不同。目前传统的卷烟生产设备,各个机构与传动链固定,要实现商标尺寸规格的转换,需要对设备商标拾取、输送部分整个模块及相关传动链进行改动,费用高、操作繁琐,不能满足不同规格商标之间快速切换的要求 [1] [2] 。同时,商标的喷胶、压钢印分别独立完成,其传输过程中需要投入大量的人力搬运,从而导致生产加工效率低,人力成本高。
2. 异型多规格卷烟产品商标拾取、输送、喷胶、压钢印装置设计
异型多规格卷烟产品商标拾取、输送、喷胶、压钢印装置,属于烟草卷烟产品包装领域,包括Z字型底板、商标拾取机构、商标输送吸风板、商标压纸板、喷胶机构、压钢印机构、商标输送电缸、商标推送机构;本装置能够根据不同规格的商标,只需更换不同尺寸的商标拾取吸风板、商标输送吸风板,以及快速调整喷喷胶机构满足商标的喷胶范围,大大缩短了不同规格的商标加工生产的转换切换时间,从而在一台设备上完成多种规格卷烟异型包装产品商标的拾取、输送、喷胶、压钢印等工艺,满足不同规格商标之间快速切换要求 [3] [4] [5] ,具有转换规格快速、运动控制精度高、运行稳定、易于维护等优点,在卷烟卷包加工领域具有较大的推广应用价值。
如图1所示,异型多规格卷烟产品商标拾取、输送、喷胶、压钢印装置包括Z字型底板1、商标拾取机构、商标输送吸风板11、商标压纸板12、喷胶机构14、压钢印机构15、商标输送电缸16、商标推送机构。商标拾取机构包括商标拾取电缸2、商标拾取臂连接块3、商标拾取臂4、商标拾取气缸5、商标拾取吸风板9,商标拾取电缸2安装在Z字型底板1的上平面上,商标拾取臂4的一端通过商标拾取臂连接块3安装在商标拾取电缸2的滑块上,商标拾取臂4的另一端安装有商标拾取气缸5,商标拾取气缸5的活塞杆与商标拾取吸风板9的中部通过螺钉连接,商标拾取吸风板9的中线与Z字型底板1的下平面在同一竖直面内,同时,商标拾取臂4成L形,与Z字型底板1匹配工作,通过商标拾取电缸2带动其运动,能够商标拾取的执行原件商标拾取吸风板9位于所要拾取的商标S的正上方。商标拾取气缸5的活塞杆与商标拾取吸风板9的中部通过螺钉连接,这样根据不同规格的商标S更换不同规格尺寸的商标拾取吸风板9,满足多种规格卷烟产品商标的生产加工,为三种不同尺寸规格的商标拾取吸风板9,本装置仅提供这种规格的商标拾取吸风板9,但不局限这三种规格。

Figure 1. Schematic diagram of the device for picking, conveying, spraying and stamping the trademarks of special-shaped multi-specification cigarette products
图1. 异型多规格卷烟产品商标拾取、输送、喷胶、压钢印装置结构示意图
如图2所示,Z字型底板1上平面中部边部安装有喷胶机构14,且喷胶机构14位于商标输送电缸16的正上方,喷胶机构14包括喷胶支撑板14-1、喷胶间距调节滑块14-2、喷胶间距调节滚动导轨14-3、喷胶间距调节锁紧螺钉14-4、喷胶间距调节双向丝杠14-5、储胶块14-6、中间储胶块14-7、喷胶嘴14-8,所述的喷胶支撑板14-1安装在Z字型底板1的上平面上,且其横跨在商标输送电缸16的上方,所述的Z字型底板1的中部两侧分别安装有一个商标输送单元立柱21,与Z字型底板1下平面连接的Z字型底板1连接的商标输送单元立柱21顶部安装有用于支撑喷胶支撑板14-1的喷胶机构支架14-9。喷胶支撑板14-1的两端面上分别设置有一个凸台14-11,凸台14-11上开设有孔,喷胶间距调节双向丝杠14-5配合安装在凸台14-11上孔内,喷胶间距调节滚动导轨14-3的一端通过轴肩实现其轴向定位,另一端通过其上的卡簧槽与卡簧14-10配合实现其轴向定位。喷胶支撑板14-1的一个凸台14-11上设置有用于固定喷胶间距调节双向丝杠14-5的喷胶间距调节锁紧螺钉14-4,两个凸台14-11的顶部安装有一根喷胶间距调节滚动导轨14-3,喷胶间距调节滚动导轨14-3的左右两段上分别安装有一个喷胶间距调节滑块14-2,两个喷胶间距调节滑块14-2分别与一个储胶块14-6连接,储胶块14-6还与喷胶间距调节双向丝杠14-5螺纹连接,根据不同规格尺寸的商标S,可通过转动喷胶间距调节双向丝杠14-5,实现两个储胶块14-6间距离的调整,当两个储胶块14-6调整后,则通过旋转锁紧螺钉14-4抵靠在喷胶间距调节双向丝杠14-5上实现其定位,防止在装置运行过程中喷胶间距调节双向丝杠14-5发生转动,导致喷胶布准确。两个储胶块14-6的外侧侧壁上安装有至少一个喷胶嘴14-8,喷胶支撑板14-1的中部安装有中间储胶块14-7,中间储胶块14-7的前侧壁上安装有至少一个喷胶嘴14-8。所述的两个储胶块14-6的外侧壁均倾斜设置,喷胶嘴14-8安装在倾斜侧壁上,将两个储胶块14-6的外侧壁设计成斜面是为了缩短商标S左右喷胶的胶点J之间的距离。中间储胶块14-7呈T字形结构,T字形结构的前部平面分别位于两个储胶块14-6的前侧,T字形结构的前部平面安装有至少一个喷胶嘴14-8。
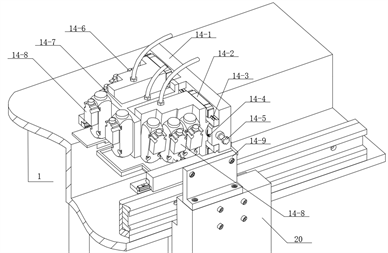
Figure 2. Structure diagram of the glue spraying device
图2. 喷胶装置结构示意图
如图3~5所示,将商标S整齐的堆放在Z字型底板1的前侧,且位于商标拾取吸风板9的正下方,商标输送电缸16将商标输送吸风板11推动到Z字型底板1前端,并将钢字码22安装在钢字码安装座内。启动商标拾取气缸5,商标拾取气缸5推动商标拾取吸风板9下移吸附商标S。商标拾取吸风板9吸附商标S后被商标拾取气缸5提起,商标拾取电缸2通过商标拾取臂4带动商标拾取吸风板9向商标输送吸风板11移动,商标拾取气缸5将商标拾取吸风板9推向商标输送吸风板11,然后商标输送电缸16带动吸附在商标输送吸风板11的商标S向喷胶机构14移动,当商标S的1号面移动至位于安装在中间储胶块14-7上的喷胶嘴14-8的正下方时,商标拾取电缸2停止动作,安装在中间储胶块14-7上的喷胶嘴14-8在商标S的1号面上喷涂2个胶点J,此时,商标拾取吸风板9位于商标输送吸风板11的正上方,商标S的1号面完成喷胶后,商标拾取吸风板9在商标拾取气缸5的推动下,下移至商标输送吸风板11上,商标拾取吸风板9的下移过程中,商标S的1号面在商标压纸板12的作用下折叠成90˚,商标拾取吸风板9到达商标输送吸风板11时,商标输送吸风板11的吸风打开,商标拾取吸风板9的吸风关闭,商标输送吸风板11将商标S吸附在其上,商标输送电缸16带动吸附商标S的商标输送吸风板11继续向前运动,在继续向前输送过程中,商标S的1号面在商标压纸板12作用下折叠成180˚。当商标输送吸风板11携带商标S经过商标推送杆20的下方时,商标输送吸风板11使得推商标爪2-3逆时针转动一定角度,从而避让商标S。当商标S需要压钢印的部位被商标输送吸风板11输送到压钢印机构15的正下方时,压钢印气缸15-4动作,带动压钢印块15-5商标在商标输送吸风块11上与压在钢字码22进行按压,保持一定时间后,压压钢印块15-5被压钢印气缸15-4带起,松开商标S,从而完成对商标S的压钢印处理。当商标输送吸风板11携带商标S完全走过推商标爪20-3时,推商标爪20-3复位,同时商标输送吸风板11内的吸风关闭,在商标推送电缸17的驱动下依靠推商标爪20-3的长直角面将商标S推送到后续工序中。
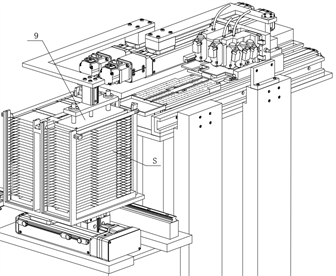
Figure 3. Schematic diagram of trademark paper take-up device
图3. 商标纸取纸装置示意图
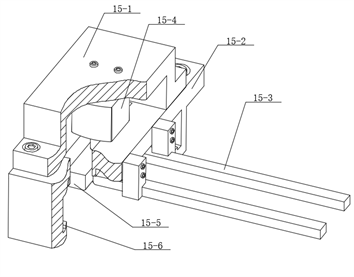
Figure 4. Structure diagram of stamping steel
图4. 压钢印结构示意图
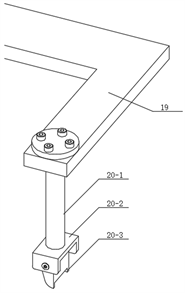
Figure 5. Schematic diagram of the structure of the push label paper
图5. 推商标纸结构示意图
3. 实施效果
通过异型多规格卷烟产品商标拾取、输送、喷胶、压钢印装置设计,零件的加工、组装、调试,实现了对不同烟支直径、长度和不同烟支排列的商标纸的拾取、输送、喷胶、压钢印功能。通过在工厂的验证,该异型多规格卷烟产品商标拾取、输送、喷胶、压钢印装置可以满足粗支Φ > 7.8mm、中支Φ 6~7.3 mm、细支Φ 5.4~6 mm、超细支Φ < 5.4 mm,超长支、长支、正常长度、中支、短支,长度在45~120 mm [6] 范围内卷烟产品的商标拾取、输送、喷胶、压钢印功能。
4. 研究结论
异型多规格卷烟产品商标拾取、输送、喷胶、压钢印装置设计实现了根据不同规格的商标,只需更换不同尺寸的商标拾取吸风板、商标输送吸风板,以及快速调整喷喷胶机构满足商标的喷胶范围,大大缩短了不同规格的商标加工生产的转换切换时间,从而在一台设备上完成多种规格卷烟异型包装产品商标的拾取、输送、喷胶、压钢印等工艺,满足不同规格商标之间快速切换要求,具有转换规格快速、运动控制精度高、运行稳定、易于维护等优点,在卷烟卷包加工领域具有较大的推广应用价值。