1. 引言
20年新冠肺炎疫情的爆发以来,医用口罩的需求量急剧增加。呼吸道飞沫传播是新冠肺炎疫情传播的主要途径之一,随着人们安全意识的提高,口罩的需求量与日俱增,因此人们对口罩的防护作用和舒适度都有了更高的要求 [1]。传统口罩采用熔喷非织造材料,熔喷非织造技术是高效生产和加工产业用纺织品的重要手段,具有产品工艺流程短、生产效率高、纤维超细等独特优势 [2]。随着社会的发展和人们环保意识的加强,以及在SARS、禽流感等全球安全突发事情的影响下,世界范围内的熔喷非织造技术得到飞速发展,我国在熔喷非织造技术和应用方面也有了巨大进步。
但是由于熔喷非织造技术性能无法得到保障,通过不断改进又创造出插层熔喷法,即通过在聚丙烯熔喷制备过程中将涤纶短纤等纤维插入熔喷纤维流,制备出了“Z型”结构的插层熔喷非织造材料。传统熔喷非织造法利用高温高速热空气对熔体进行喷吹,将高分子原材料转化为纤网,与其相比插层熔喷非织造利用高卷曲短纤维的刚性大,弹性好的特点以及粗细纤维互相补偿的方法有效解决压缩弹性差的问题 [3]。
插层熔喷非织造材料制备工艺参数较多,参数之间还存在交互影响,加上插层气流之后更为复杂,所以通过工艺参数(接收距离和热空气速度)决定结构变量(厚度、孔隙率、压缩回弹性),而由结构变量决定最终产品性能(过滤阻力、过滤效率、透气性)的研究也变得较为复杂。因此,为产品性能调控机制的建立提供一定的理论基础,本文分别建立工艺参数与结构变量、结构变量和产品性能之间的关系模型探究其内部的联系,为更进一步提高产品的性能,提供理论支持。
2. 基于多项式拟合模型的参数间关系求解
2.1. 多项式拟合模型的建立
多项式拟合是一种线性模型,构造多项式函数,使用足够多的阶数近似的表示输入输出的关系。一般线性回归模型为x的线性函数,其数学表达式为:
拟合抛物面需要考虑输入变量x的二次项的线性组合,数学表达式为:
输入变量为x和y,获得因变量z与x和y的关系的多项式关系(以二次项为例)为:
多项式拟合也是一个线性模型,其数学表达式为:
其中M是多项式的最高次数,
代表的是x的j次幂,
是
的系数。样本的数目为N,对于每一个样本
,其对应的输出为
,用平方误差和作为损失函数,得到的表达式如下:
[4]
2.2. 数据异常值处理
数据异常值指样本中的一些数值明显偏离其余数值的样本点,所以也称为离群点。忽视异常值的存在会产生不良影响,导致后续的数据分析和建模出现偏差。本文采用的是一维或低维特征空间的参数异常值检测方法Z-score方法,其服从于高斯分布,异常值远离于数据的平均值。距离远近采用归一化数据点
的设定阈值
进行判断:
是组合中的其中一个数据点,
为所在组合的三个数据的平均值,
为组合所有点的标准偏差。经过标准化处理后,异常值也进行标准化处理绝对值大于
,一般设为2.5, 3.0, 3.5,经过该步处理后的数据如附件1所示。
在完成模型的建立与数据预处理后,通过将附件1中的数据分别带入得到的多项式中,研究各工艺参数与各结构变量之间的关系。
2.3. 厚度与工艺参数的关系
接受距离x、热风速度y与厚度z的线性公式如下:
得到厚度分别与热风速度、接受距离的关系曲线如图1和图2所示:

Figure 1. Relation curve between thickness and hot air velocity
图1. 厚度与热风速度的关系
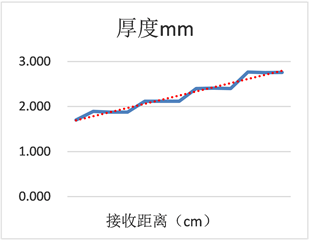
Figure 2. Relation curve between thickness and receiving distance
图2. 厚度与接收距离的关系
由此可知当热风速度保持不变时,接收距离越大,其厚度越大,当接收距离保持不变时,热风速度越大,其厚度越大。利用matlab的cftool工具箱绘制出的三维拟合图,如图3所示:

Figure 3. Relationship between process parameters and thickness
图3. 工艺参数与厚度的关系
拟合优度
,误差平方和
,均方根误差
。
接近1,即误差平方和接近0,说明拟合效果好。
2.4. 孔隙率与工艺参数的关系
孔隙率z与接受距离x、热风速度y之间的线性公式为:
利用matlab的cftool工具箱绘制出的三维拟合图,如图4所示:

Figure 4. Relationship between process parameters and porosity
图4. 工艺参数与孔隙率的关系
将输入变量x和y进行标准化处理:
拟合优度
,误差平方和
,均方根误差
。多项式次数过高会造成龙格现象,龙格现象指对于某些函数,使用均匀节点构造高次多项式差值时,可能会出现在插值区间的边缘误差很大的现象。由此可知,并不是插值多项式的阶数越高,效果就越好 [5]。改进后孔隙率z与接收距离x、热风速度y的线性关系为:
当接收距离不变时,热风速度越大,孔隙率越大,当热风速度不变时,接收距离越大,孔隙率越大,所得到的折线图如图5和图6所示:

Figure 5. Relationship between porosity and hot air velocity
图5. 孔隙率与热风速度的关系

Figure 6. Relationship between porosity and receiving distance
图6. 孔隙率与接收距离的关系
利用matlab的cftool工具箱绘制出三维拟合图,如图7所示:

Figure 7. Relationship between improved process parameters and porosity
图7. 改进后工艺参数与孔隙率的关系
拟合优度
,误差平方和
,均方根误差
。
2.5. 压缩回弹性率与工艺参数的关系
压缩回弹性率z与接收距离x、热风速度y的线性公式为:
当接收距离不变时,热风速度增大,压缩回弹性率是先变大再变小的趋势,当热风距离不变时,接收距离变大,压缩回弹性率也是先变大后边小的趋势,具体情形如图8和图9所示:
利用matlab的cftool工具箱绘制出的三维拟合图,如图10所示:
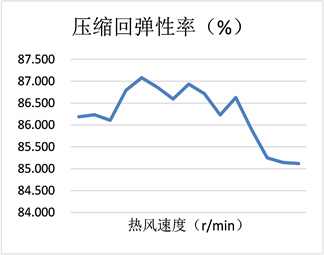
Figure 8. Relationship between compression rebound rate and hot air speed
图8. 压缩回弹率与热风速度的关系
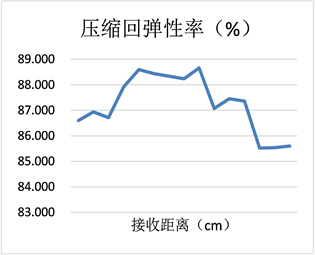
Figure 9. Relationship between compression rebound rate and receiving distance
图9. 压缩回弹率与接收距离的关系
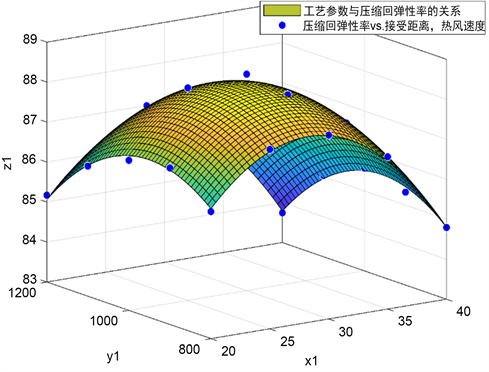
Figure 10. Relationship between process parameters and compression resilience
图10. 工艺参数与压缩回弹性率的关系
拟合优度
,误差平方和
,均方根误差
。
越接近1,说明误差平方和越接近0,误差越小拟合效果越好。
3. 基于线性回归的过滤效率与工艺参数的研究
在使用皮尔逊相关系数之前,首先要使用雅克–贝拉检验来验证数据是否符合正态分布,从而判断是否可以用于求解皮尔逊相关系数。假设数据
的偏度为S,峰度为K,我们构造如下JB统计量:
如果
为正态分布,则在大样本情况下
,则假设检验步骤如下:
H0:该随机变量服从正态分布,H1:该随机变量不服从正态分布。
然后计算该变量的偏度和峰度,得到检验值
,并计算出其对应的p值。求得p值为0.3171大于0.05,所以不能拒绝原假设 [6]。其中只有少部分数据不服从正态分布对整体的结果影响很小,故我们认为这些数据都可以用于进行下一步的皮尔逊系数线性相关性分析。
假设厚度、压缩回弹性率、孔隙率、过滤效率、过滤阻力、透气性中任意两组数据分别是
和
,由于数据的个数较少为样本数据,则Pearson相关系数建模过程如下:
样本均值:
,
样本协方差:
样本皮尔逊相关系数:
其中:
分别是X和Y的样本标准差,
[7]
利用matlab的corrcoef()函数求6个指标各列之间的皮尔逊相关系数,结果如表1所示:

Table 1. Correlation coefficient of each index
表1. 各指标之间相关性系数
得到相关系数之后,再进行假设检验,判断其显著性,其步骤如下:
根据p值判断法,由于求得的p值为0.0049小于0.01,说明其在99%的置信区间上拒绝原假设,说明其显著异于0 [8]。
使用SPSS软件的线性回归分析得到以厚度、孔隙率、压缩回弹率作为自变量,过滤效应为因变量的三元函数。该函数的拟合优度R2为0.35,拟合度不高。通过结构变量与过滤效率的皮尔逊相关系数分析,可知压缩回弹性率对过滤效率的相关性小于0.05,说明压缩回弹性率和过滤效率非线性关系。再次使用SPSS软件的单因素分析可得压缩回弹性率对过滤效率的显著性概率小于0.05,说明压缩回弹性率对过滤效率无显著影响。故本文在求解拟合算法时,忽略压缩回弹率性对过滤效率的影响,自变量取厚度和孔隙率,因变量取过滤效率,得到的图形拟合优度为1,如图11所示:
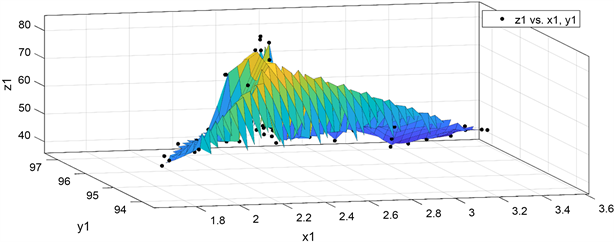
Figure 11. Fitting plot of filtration efficiency to thickness and porosity
图11. 过滤效率与厚度、孔隙率的拟合图
上图由插值函数所得,虽然筛选出了主要变量但未得到函数表达式,无法进一步研究。在多次尝试线性回归分析后,最终发现由工艺参数和结构变量共同形成的未知参数与过滤效率所构成的线性回归函数的拟合优度为0.61为最优,使用拟合算法对函数再次进行修正最终得到函数的拟合优度为0.76,最终表达式为:
三维拟合图如图12:
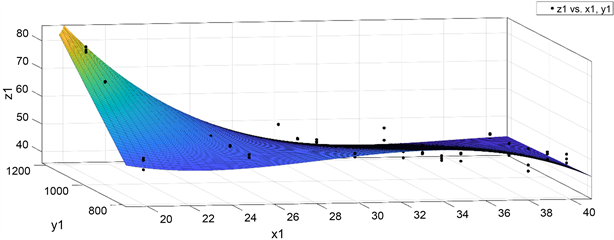
Figure 12. Modified fitting diagram of filtration efficiency with thickness and porosity
图12. 修正后过滤效率与厚度、孔隙率的拟合图
根据实际生产环境可知接收距离为10~60 cm,热风速度一般大于400~600 (r/min),适当的扩大接受距离和热风速度的范围,根据蒙特卡洛法和非线性函数规划模型得到,当接收距离为64 cm,热风速度为1608 (r/min)时,过滤效率最大,最大为99.98%。
4. 基于规划模型求解最大过滤效率的参数组合
4.1. 加权多目标函数模型的建立
当有多个目标时,可以对多目标函数进行加权组合,使其简化成变成单目标规划,然后进行研究。将多个目标函数统一为最大化进行加权组合,如果目标的量纲不相同,则需要对其进行标准化后再加权。标准化方法:用目标函数除以某一个常量,该常量是这个目标函数的某个取值 [9]。
实际现实生活中,产品生产需要兼顾各方面要求。例如接收距离小于100 cm,热空气速度小于2000 r/min,厚度小于3 mm,压缩回弹性率高于85%,过滤效率高的同时保证过滤阻力尽可能的小以防止熔喷非织造过滤材料因过滤阻力大使得大量颗粒堵塞孔隙致使过滤效率降低。我们令接收距离,热空气速度,厚度,压缩回弹性率,过滤阻力,过滤效率,孔隙率,透气性分别为
因为过滤阻力要求尽可能小为最小化变量,过滤效率尽可能大为最大化变量,所以将过滤阻力取负,使其转化为最大化变量,得到如下表达式:
4.2. 回归系数求解
因为每个目标函数的量纲不同,因此对目标函数进行标准化处理消除量纲的影响后进行加权,再使用SPSS软件的回归分析得到如表2所示回归系数表:
Table 2. Filtration efficiency regression analysis results
表2. 过滤效率回归分析结果
由回归分析结果得到的表达式:
对该式子进行分析,得到
,
趋近0,说明此方程显著,即过滤效率与其余七个指标有着显著的线性关系。过滤效率尽量高且过滤阻力尽可能小的约束下,得到的工艺和结构参数组合如表3所示:
Table 3. Specific values of each parameter
表3. 各参数具体数值
5. 结语
在通过多种变量不同组合的尝试后,得到最优化的多项式拟合模型。将数据进行异常值处理后,带入附件1数据的代入,得到各工艺参数与结构变量之间的线性关系式,通过折线图实现数据可视化,并利用matlab的cftool工具箱绘制出的三维拟合图,得到拟合效果最优的关系式。并得到结论,当热风速度与接收距离两者其中一个保持不变,另一个增大时,厚度和孔隙率增大,压缩回弹性率则是呈现先变大再变小的趋势。
在使用雅克–贝拉检验验证得到数据符合正态分布后,建立样本皮尔逊性相关系数模型。利用matlab求出6个指标各列之间的皮尔逊相关系数,结合P值判断法得到其显著异于0的结论。使用SPSS软件的线性回归分析功能进行多次尝试并使用拟合算法进行优化,得到最优解。根据蒙特卡罗法和非线性函数规划模型得到当接收距离为64 cm,热风速度为1608 (r/min)为符合实际生产中的工艺参数范围,过滤效率最大为99.98%。
在探究使过滤效率尽可能大且过滤阻力尽可能小的参数组合时,再消除量纲的影响以及将变量都转化成最大化变量后,通过加权组合,将多目标规划问题简化成单目标规划。在使用SPSS对附件1中数据进行回归分析后,得到目标规划的最终表达式。通过拟合优度和显著性的分析,当工艺参数组合为接受距离为17 cm,热风速度为1104 r/min时,得到的产品的结构参数组合为厚度为2.249 mm,孔隙率为95.8%,压缩回弹性率为85.1%,产品性能为过滤阻力为31.93 Pa,过滤效率为98.88%,透气性143.9 mm/s。
参考文献
附录
附件1. 处理异常值后的数据