1. 引言
折边,是指将事先片薄的帮边折过去并粘住、压平,使得帮边干净、光滑的过程,是加工的一项基本工艺,也是生产中材料成型的工序之一。折边机被广泛用于金属板料的弯曲成形。它在折各种角度的边时,不需专用模具,这比折弯机优越。如利用模具,可成形各种几何断面的型材。折边机是指代替手工完成夹帮、送料、折边、打剪口、喷胶、敲平等工序的机器。在现代工业生产中,由于金属板材生产效率高,重量轻,且能制出复杂剖面形状等优点,金属板材成为应用最广泛的型材,同时折边机是最重要的金属板材成型加工设备之一[1] 。折边机为简单的弯曲机,既可以是手动的,也可以是机动的。最简单的方法是用有弯曲半径的模型把钢板牢固地固定在机床工作台上。伸出的部分材料放在另一个工作台上,该工作台能沿弯曲半径中心旋转[2] 。当活动工作台上升时,它把不锈钢弯曲成所需的角度。很明显,当进行弯曲时,不锈钢在工作台上滑动。所以,为防止划伤不锈钢,工作台表面必须平滑。在实际加工过程中,通常用塑料膜保护不锈钢表面[3] [4] 。
为了增加刚度需要弯边,采用冲压加工比较困难,因为板材较长,一般都长一米多,因此模具的加工困难,而用手工加工不但精度差而且效率低,没办法满足高效、自动化、大批量的现代化生产要求[5] 。
针对上述情况,本文提出了一种新颖的带风管折边机的设计方法并得到了较好的实现。与传统的干法工艺和非折边工艺顶棚相比,本文的湿法折边带空调风管顶棚解决了以下几个问题:(1) 顶棚强度以及韧性的改善;(2) 顶棚吸声能力的提高;(3) 折边工艺带来的外观创新和减少主机厂装车强度;(4) 空调风管的集成化。
2. 带风管折边机的结构设计
本设备主要由机架、升降机构、带风管折边机构、气动系统、电气控制系统等部分组成。设备总图见图1所示。
2.1. 机架
由型钢焊接整体框架,其余零部件均装于框架内部及上部。后面安装有安全检修门,侧面装有防护网片,以便于设备的维修和调整。机架底部四角装有可调地脚,可调整工作台面的水平,底部装有叉车
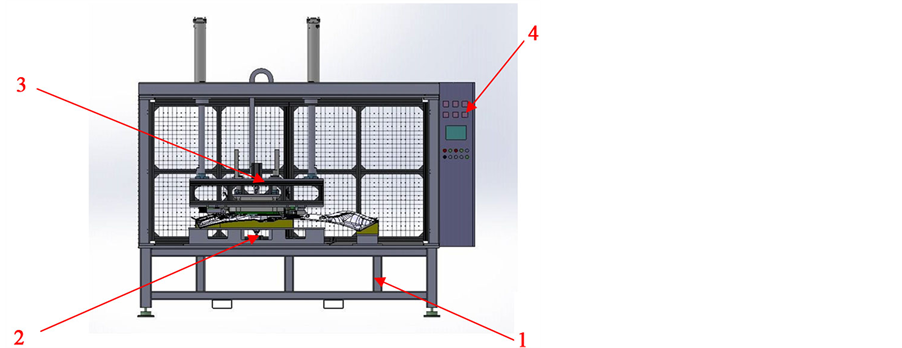 1、机架2、升降压紧机构3、带风管折边机构4、电气柜
1、机架2、升降压紧机构3、带风管折边机构4、电气柜
Figure 1. General drawing of the equipment structure
图1. 设备结构总图
槽,便于安装、运输。
2.2. 升降压紧机构
由升降气缸驱动上下运动,用于包边前的压紧,以及四角夹紧机构、前沿翻边机构的安装。升降气缸配有锁紧装置,当气源被切断时,保证提升框架不能自由下落,确保工作人员及设备的安全。升降压紧机构分为两个部分。
(1) 压紧机构(包含四角夹紧机构和前沿翻边机构):采用型材支架,可以更清楚的观察包边过程,便于调整和维修。定位压紧机构中的压紧杆头部装有不锈钢压板,可随意调节压紧力,防止对工件的损坏。四角夹紧可紧紧夹住四角面料进行包边以保证包边效果。模具采用聚四氟材质,可有效防止与粘合胶的粘连。
(2) 复合机构:复合模具采用LY12材料,依据数模经数控加工而成,使工件与模具更加吻合,定位精度高。采用直线轴承导向,浮动气缸接头连接,保证压紧位置的精确定位,同时可有效调整压紧力大小,防止损坏工件。
2.3. 带风管折边机构
带风管折边机构模具均依据数模经数控加工而成,使工件与模具更加吻合,定位精度高。模具运动由气缸带动,滑轨、滑块导向,限位控制移动距离,方便调节,准确度高。升降系统采用直线轴承导向,浮动气缸接头连接,保证压紧位置的精确定位,同时可有效调整压紧力大小,防止损坏工件。
2.4. 气动系统
气动系统由标准气缸、薄型气缸、电磁阀、减压阀、球阀、气动二联件等组成。
2.5. 电气系统
电器设备供电系统采用三相四线制电网供电,电压为380 V、50 Hz,电网电压的变化幅度不应超出额定值的±10%。控制电路电压为交流220 V、直流24 V。
(1) 控制系统组成
欧姆龙PLC、昆仑通态触摸屏、莱恩安全光栅、欧姆龙继电器等器件。
(2) 操作面板上的器件说明
(a) 面板“控制电源”指示灯
当设备合闸后,变压器工作,此点亮表明设备控制电源接通。
(b) 面板“电源锁”钥匙开关
设备被电源接通后,此钥匙开关打开后,设备总电源才可通电,当钥匙
开关闭合,设备总电源无法闭合。
(c) 面板“手动-自动”按钮“手动,自动”指示灯
设备电源接通后,选择“手动-自动”按钮,“手动,自动”相对应指示灯点亮。
(d) 面板“急停”按钮及“故障”指示灯
在工作中出现事故或维修当中按下急停按钮,设备各部分气缸则不工作,同时故障蜂鸣器报警,报警还包括门限位报警,光栅报警及自动工作中各气缸不到位报警等等。
(e) 面板“复位”按钮及“总原位”指示灯
总原位灯亮代表所有气缸回到初始位置并可以自动工作,按住复位按钮则所有气缸回到初始位置直到总原位灯亮起复位完成。
(3) 操作面板上的触摸屏按钮说明
(a) 手动操作页面一、二按钮
当在操作面板上“手动–自动”选择中拨到手动工作模式时,面板上手动指示灯“点亮”,设备处于手动工作状态。此时,手动操作页面一和二里面的各个气缸按钮进行手动并有指示灯显示气缸的位置。
(b) “包边时间设定按钮”
可以调整包边压紧的时间,根据工件材料和胶水粘合的时间来设定。
(c) “计数页面”
当自动工作每一个循环结束后,工件计数累计加一,计数清零按钮按下工件清零。
(d) “更换模具选择”和“更换模具页面”
当需要更换模具前按下“更换模具”选择,此时手动,自动都不能工作,塔灯手动灯,自动灯全部熄灭。
然后进入更换“模具页面”按步骤进行更换模具,当模具更换完毕后,点击“换模完成”按钮,退出此页面,此时换模完成,塔灯手动,自动灯点亮。
(e) “报警页面”及“报警复位”
1) 当设备在运行过程中,如果电器或机械出现故障,按下“急停”按钮,急停报警。
2) 当设备门被打开时,门限位报警。
3) 当自动工作中,有人遮挡光栅,光栅报警。
4) 当自动工作中,设备按程序进行工作,如果某气缸在程序设定的时间内没有到达位置,气缸不到位置报警。
以上报警都会使设备停止工作,同时蜂鸣器报警,并且在报警页面中显示故障名称。
故障排除后,按下触摸屏“报警复位”,蜂鸣器停止报警,设备恢复正常。
3. 带风管折边机的原理
3.1. 工作原理
人工将待包边的工件(修整并涂胶完成并带有表皮面料和支架的工件)放置于定位模具上,启动程序[6] 。升降气缸驱动升降机构与压紧机构下行,下降到位后压紧机构将工件固定在定位模具上。压紧完成后,四角夹紧气缸伸出,与四角包边模具共同作用将四角面料夹紧。夹紧完成后包边气缸伸出,包边升降气缸下降,将包边模具与工件压紧,完成包边的第一步。在保压一段时间后(保压时间可根据环境、工件的具体情况来调节)复合气缸下降,将复合模具压紧于工件之上,将其余部分压紧,随后前沿翻边气缸伸出,将前沿剩余面料与支架粘合,完成包边的其余动作,并保压一段时间(保压时间可根据环境、工件的具体情况来调节) [7] 。待保压完成后,带风管折边机构退回,升降机构上升,插销气缸伸出将升降机构固定于机架顶部,防止坠落。完成后,人工取出工件,完成一次循环。
3.2. 循环过程
(1) 操作者拿取喷过胶水的未包边顶棚放置在定位模具上,完成后退出设备运行区域;
(2) 插销气缸缩回,主气缸伸出,压紧机构下降并将顶棚压紧于定位模具上;
(3) 四角夹紧气缸同时伸出,将四角面料夹紧;
(4) 包边气缸同时伸出,将面料推出至正确位置;
(5) 包边升降气缸下降,将包边模具压紧于顶棚之上;
(6) 四角夹紧气缸同时缩回,将四角面料放开;
(7) 复合气缸伸出,将复合模具压紧在顶棚之上,并保压一段时间,与此同时,前沿翻边气缸伸出,将前沿翻边模具推至正确位置,并保持一段时间;
(8) 前沿翻边气缸缩回,使前沿翻边模具退回至初始位置;
(9) 复合气缸缩回,将复合机构提升至最高位置;
(10) 包边升降气缸顶起,使包边模具脱离顶棚面料;
(11) 包边气缸同时缩回,退回至初始位置;
(12) 主气缸缩回,使压紧机构上升至初始位置。插销气缸伸出,将升降机构固定于上方初始位置,防止压紧机构坠落伤人;
(13) 操作者取出包边完成的顶棚放置在指定位置。
4. 实验测试分析
经过实验测试得到如表1所示的实验结果。
如表1所示,经试验测试分析,本带风管折边机的供电电压在3Ø/380 V ± 10%/50 Hz的范围内,气源压力为0.5~0.7 MPa。功率约为1 Kw。工作节拍约为40秒。该带风管折边机长为2800 mm,宽为3030 mm,高为1650 mm。设备重量约为3500 Kg。
表1. 实验结果
5. 结论
本设备整机结构紧凑,安装、换模方便,触摸屏显示直观。并具有参数调整方便,操作简单,安全性高等优点。在新型顶棚的研发过程中,主要的技术创新集中在:(1) 热固化工艺;(2) 面料或者材料整体的翻折包边;(3) 高性能高吸声PU片材制作;(4) 空调风管材料改进和装配。本设备引入基材瞬间高温加热翻折,采用PP-foam材质进行空调风管开发,半硬质泡沫材料的新配方。实验结果证明了该带风管折边机的设计与实现均获得到了较好的效果。
基金项目
重庆市应用开发计划项目(cstc2013yykfB60006),重庆市应用开发计划项目(cstc2013yykfC60006)。