1. 引言
随着激光的发明,激光加工逐步取代了传统的加工工艺 [1] [2],并且,由于自动化水平的快速发展,如何提高激光加工效率已经成为众多学者的研究重点,而短脉冲激光由于其作用时间短,能有效地减少加工过程中熔融物质的产生,提高加工质量,因此被广泛应用于精密加工领域 [3] [4] [5]。对于提高纳秒脉冲加工效率的方式主要集中在以下几个方面:1) 提高纳秒脉冲激光能量 [6] 或采用多脉冲 [7] 方式;2) 将纳秒激光脉冲的单脉冲能量在时间上和空间上重新分配,采用双光束烧蚀 [8] [9];3) 采用组合激光 [10] [11] [12] 等方式,但是受激光能量利用率的影响,激光烧蚀靶材的效率依旧提升缓慢,因此通过辅助手段来提高激光加工烧蚀效率,对于激光加工行业的发展具有至关重要的作用。
现阶段研究表明,对高温合金进行激光热辅助加工具有明显的成效,其主要原理是,利用高功率激光辐照金属材料表面从而使金属物性参数在短时间内发生改变,随后再利用传统加工工具对材料进行除去。针对这一新方法,赵博文 [13] 为了减少加工时刀具的破损,对激光加热辅助铣削高温合金切削性能进行了研究,结果表明:激光加热辅助切削使得切削力大幅下降,并且加热后表面更为光滑,刀具的破损程度也降低。M. M. Hassanimatin [14] 等研究了样品铜的初始温度对产生的等离子温度以及烧蚀质量的影响,结果表明:加热样品会使等离子体温度升高,烧蚀阈值降低,并且等离子体光谱发射高达90%。姜长城 [15] 等进行了热辅助下纳秒脉冲抛光研究,分析了热辅助对激光抛光效率的影响,研究结果表明,在相同能量密度下,对工件进行热辅助可以使加工速度提高,其抛光效率得到明显的提升。
基于上述研究,论文提出采用热辅助方式对纳秒激光烧蚀铝合金效率进行提升,从理论以及数值模拟两个方面探索辅热对纳秒脉冲激光烧蚀铝合金特性的影响,这对于推动激光加工技术的发展以及提升激光加工工艺效率都有着重要的指导意义。
2. 理论分析
纳秒脉冲激光辐照靶材时,靶材与周围环境通过热传导、热对流、热辐射等方式被加热。随着激光能量不断地注入,能量累积效应逐步增强,靶材进一步吸收激光能量,导致其内部发生一系列物理过程而发生物态改变。
1) 固–液相变过程:纳秒脉冲激光作用靶材时,会在短时间内发生大量动态耦合过程,激光束在材料表面被吸收,由于纳秒脉冲激光辐照的高强度,在激光辐照区域靶材温度达到熔点,靶材开始发生熔融过程。此时在激光辐照区域出现熔池,并在马兰戈尼效应以及非等温流动的影响下开始运动,使熔池尺寸逐步增加。为了解释激光与物质相互作用机理,在整个物理过程中,采用质量守恒、动量守恒和能量守恒方程以及Carman-Kozeny方程和达西定律 [16] 来描述:
(1)
式中,T为温度,
为速度矢量,
为密度,
为热容,
为动力粘度,p为压力,I为单位矩阵,g为重力加速度,K为导热系数,
为达西摩擦力。
2) 液–气相变过程:当靶材发生熔融时,变为液态的表面层出现正常的液相蒸发,继续加热,靶材表面液化区域将发生强烈的气化过程,导致靶材表面产生质量迁移,而由于蒸发产生的饱和蒸气压力将反作用与靶材表面,进一步对熔融物质造成挤压。
为了对气–液界面进行更好地追踪模拟,采用快速水平集 [17] 方法:
(2)
式中,
为界面移动速度,
表示为函数初始化参数,
表示为界厚度控制参数,
表示为水平集界面函数。
当靶材吸收激光能量达到气化温度时,靶材表面会发生气化而导致质量迁移,因此在质量守恒方程和水平集方程中应增加两个来源项:
(3)
式中,
表示为蒸发速率,
分别表示为金属蒸气和液态金属的密度,
分别表示为金属蒸气的体积分数和液体的体积分数,
表示两相界面光滑的流动,乘以此项确保在计算过程中作用到自由界面上。
当靶材表面温度超过沸点时,会产生金属蒸气,而产生的金属蒸气会对靶材表面产生蒸气反冲压力。将金属蒸气视为理想气体,蒸发表面的蒸气饱和压力由克劳修斯–克拉佩龙方程求得:
(4)
式中,
表示为1个大气压的环境压力,
表示靶材沸点,
为玻尔兹曼常数。
3. 数值模型的建立
基于纳秒脉冲激光烧蚀原理,构建数的值计算模型如图1所示。
通过理论研究可得,纳秒脉冲激光烧蚀金属靶材物理过程设计固–液、液–气等相变过程,因此在模型当中需要考虑固体、液体、气体等三相,为了保证模型计算的精度并降低计算时间,论文构建二维模型对纳秒脉冲激光烧蚀铝合金靶材进行数值计算,设置模型中铝合金长度和厚度分别为10 mm和3 mm。并且在模型当中将靶材边界的初始速度设置为0,靶材外部环境初始温度设为300 K,标准1个大气压作为环境压力等。

Figure 1. 2D model of nanosecond laser ablation of aluminum alloy
图1. 纳秒激光烧蚀铝合金二维模型图
在室温情况下,采用脉宽为15 ns,光斑半径为500 μm、激光能量为5 mJ的脉冲激光,得到纳秒脉冲激光作用后铝合金靶材温度分布情况如图2所示。

Figure 2. Target surface temperature rise curve
图2. 靶材表面温升曲线
图2为纳秒脉冲能量为5 mJ时,铝合金靶材温升曲线,从图中可以看出,靶材在纳秒脉冲激光作用下快速升温,在纳秒脉冲激光作用的初期,靶材温升较慢,在20 ns以后开始快速升温约在45 ns时达到了最高温度,此时靶材吸收激光能量并将激光能量转换为热能,此时靶材温度整体呈上升趋势,当纳秒激光完全停止照射时,由于此时靶材不存在温升过程,因此靶材温度开始减小,并且靶材辐照区域与周围区域的温差减小,此时的温度变化趋缓。
对金属靶材进行辅助加热,研究辅热下纳秒脉冲激光对铝合金靶材的烧蚀效率问题。靶材物性参数和靶材温度有关,随着辅热温度的增加,金属靶材的电阻率也随之增加。而靶材对激光的吸收率和电阻率有关,当电阻率增加时,靶材对激光的吸收也会增强。因此在模型中采用动态吸收率,如图3所示。

Figure 3. The variation curve of target absorbance with temperature
图3. 靶材吸收率随温度变化曲线
从图3中可以看出,在金属靶材熔点时靶材的吸收率发生变化,且液态金属的吸收率随温度线性上升,其原因在于金属熔化时,电阻率突然上升,液态电阻率可达熔点温度下固态电阻率的一倍以上,因此导致在熔点处的吸收率上升。
为了获得辅热对纳秒脉冲激光烧蚀铝合金的影响规律,在相同脉冲能量下对不同辅热温度下的靶材最高温度进行提取,得到靶材的温升情况随辅热温度的变化曲线,如图4所示。
图4为铝合金靶材温度随辅热温度的变化曲线,从图中可以看出,随着辅热温度的增加,靶材的温升效果也在增加,并且在辅热温度达到熔点附近(817 K)时,靶材表面最高温度发生跃变,其主要原因在于,在对靶材进行辅助加热处理时,其吸收率会随着辅热温度的升高而升高,当辅热温度达到靶材熔点时,液态电阻率高于固态电阻率的一倍以上,从而导致靶材吸收率快速提升,加强靶材对后续纳秒脉冲激光的利用率。
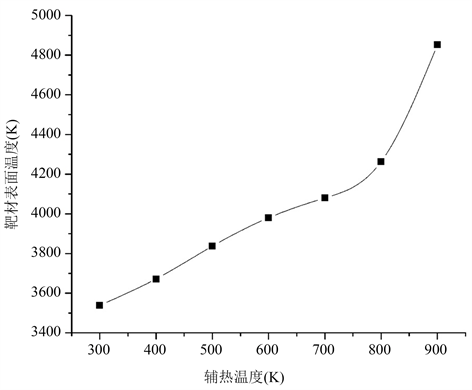
Figure 4. The pulse energy is 5 mJ, the target material temperature with the auxiliary heat temperature change curve
图4. 脉冲能量为5 mJ,靶材温度随辅热温度变化曲线
4. 结论
为了研究辅热对纳秒脉冲激光烧蚀铝合金特性的影响,进行了数值计算,分别对室温以及不同辅热温度下铝合金靶材表面最高温度进行计算和提取。数值结果表明,对靶材进行辅助加热处理会对靶材温升效果具有促进作用,并且随着辅热温度的增加,金属靶材温升效果增强,在辅热温度达到靶材熔点时,靶材温升效果最强。由此可以得出,随着辅热温度的增加,纳秒脉冲激光对靶材的烧蚀效果增强,这一结果这对于激光加工技术的发展提供了一定的理论依据。
NOTES
*通讯作者。